





Конвейер для сыпучих материалов: тренды?
2026-01-08
Тренды? Слово-то какое модное. Все его ищут, как будто найдёшь волшебную кнопку — и всё само заработает. На деле же в конвейерах для сыра часто всё упирается не в новинки, а в старые, вечные проблемы: как не просыпать, как не забиться, как износиться помедленнее. И когда кто-то начинает говорить про ?индустрию 4.0? для транспортировки песка или щебня, хочется спросить: а ваш конвейер на прошлой неделе из-за мокрого материала не останавливался? Вот с этого, пожалуй, и начнём.
Не модой единой: где реально болит?
Основная боль — адаптация к материалу. Вот, кажется, всё просчитали под сухой песок, а привезли с влажностью. И пошло: налипание на ленту, под барабанами нарост, ролики заклиненные. Тренд тут не в ?умных датчиках?, а в грамотном проектировании узлов самоочистки. Например, выбор скребков — это целая наука. Резиновые хороши, но для абразива быстро стираются. Полиуретановые держатся дольше, но на морозе дубеют. Видел на одном из карьеров, как инженеры конвейер для сыпучих материалов дорабатывали уже на месте: ставили вибрационные планки перед барабаном, чтобы стряхнуть липкую глину. Работало. Но это не из учебника, это с опыта.
Ещё момент — стыки ленты. Говорят, горячая вулканизация — это стандарт и надёжно. Так-то оно так, но в полевых условиях, зимой, в палатке, делать её — то ещё удовольствие. Механические стыки, те же ?Flexco?, часто выручают, но для ударных нагрузок (когда с высоты кусок породы падает) — не всегда вариант. Приходится искать компромисс между идеальной технологией и реальными условиями монтажа и ремонта. Это и есть та самая ?практика?, которую в тренды не всегда включают.
И конечно, износ. Абразив съедает всё. Самый простой показатель — ресурс роликоопор. Дешёвые подшипники могут заклинить через полгода на интенсивной линии. Тренд? Скорее, возврат к здравому смыслу: лучше поставить чуть более дорогие, но с качественной защитой от пыли (лабиринтные уплотнения, например), чем потом менять десятками и простаивать. Видел, как на замену одного ролика в неудобном месте уходило полдня работы двух человек. Экономия на комплектующих тут фальшивая.
Энергия и шум: старые проблемы в новом свете
Сейчас много говорят об энергоэффективности. Для длинных конвейеров — это критично. Но опять же, не всё упирается в частотный преобразователь (хотя вещь полезная). Часто КПД теряется на простом: перетянутые или, наоборот, слабые подшипники, неотцентрованная лента, создающая сопротивление. Перед тем как думать о ?зелёных? технологиях, нужно отрегулировать базовую механику. Это как с машиной: сначала подкачай колёса, а потом уже думай о супер-топливе.
Шум. Казалось бы, второстепенно. Но на современных производствах, да и по экологическим нормам, это важно. Основной источник — те же ролики, когда подшипник начинает выходить из строя или когда лента бьёт по ним. Постоянный гул на 90 децибел — это не просто ?некомфортно?, это признак скорой поломки. Интересный подход видела у одного производителя — они использовали ролики с полимерной оболочкой. Шум действительно снижался, но встал вопрос по прочности для тяжёлой породы. Всё взаимосвязано.
Здесь можно вспомнить про компанию ООО Шизуйшань Нингли Машинное Оборудование. Они на своём сайте ningli.ru не просто каталог выкладывают. В описаниях к роликоопорам, например, часто акцент делают именно на защите подшипникового узла и материале гильз. Это как раз тот практический момент, который виден только тому, кто сталкивался с частыми заменами. Компания, основанная ещё в 2001, видимо, успела набраться такого опыта, когда капитал в 10 миллионов юаней — это не просто цифра, а вложения в понимание этих самых ?негламурных? проблем.
Модульность и обслуживание: чтобы не ?разобрать полцеха?
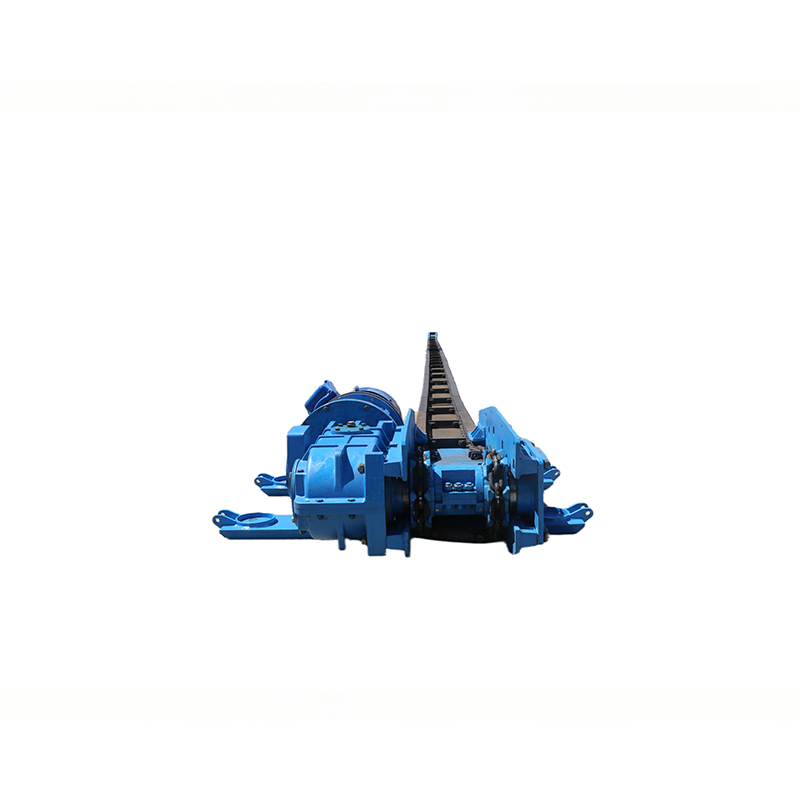
Вот это, по-моему, и есть один из ключевых трендов, но не на словах, а в деле. Раньше конвейер часто был ?монолитом?. Сейчас всё больше думают о том, как быстро заменить модуль. Не секцию в 10 метров, а, допустим, приводной узел или натяжную станцию в сборе. Это сокращает время простоя в разы. Успешные проекты, которые я видел, всегда имели продуманный доступ к ключевым узлам. Не нужно быть гением, чтобы понять: если для профилактики барабана нужно разобрать три метра ограждения и снять десяток болтов — эту работу будут откладывать до последнего.
Системы смазки. Автоматическая централизованная смазка — это уже не роскошь, а необходимость для длинных линий. Но и тут есть нюансы. Однажды столкнулся с тем, что зимой густое масло в центральной системе не доходило до крайних подшипников. Пришлось переходить на сезонные сорта масел и пересматривать график. Тренд на автоматизацию обслуживания упирается в климат и специфику материала (пыль, которая может забить магистрали).
Качество сварных швов на раме — мелочь? Нет. Вибрации со временем делают своё дело. Трещина в раме — это уже капитальный ремонт с остановкой. Сейчас хорошие производители уделяют этому много внимания, делают контроль швов. Но на объекте часто видишь, как при монтаже ?доваривают? на месте, и качество этих швов уже не то. Это к вопросу о том, что тренды в оборудовании должны поддерживаться трендами в культуре монтажа и эксплуатации.
?Умные? системы: датчики против здравого смысла
Теперь про то, что все ждут — цифровизацию. Датчики пробуксовки, контроля скорости, температуры подшипников, разрыва ленты. Это всё работает и полезно. Но! Это надстройка. Если базовая механика хромает, система будет выдавать сотни ложных срабатываний, и её отключат ?чтобы не мешала?. Видел такую ситуацию: поставили супер-современную систему мониторинга на старый конвейер для сыпучих материалов. Она постоянно сигнализировала о перекосе ленты. Вместо того чтобы отрегулировать ролики, просто отключили сигнализацию. Итог предсказуем — боковой пробой ленты через месяц.
Поэтому тренд, на мой взгляд, в интеграции. Не просто продать ?умную коробку?, а увязать её с возможностью простого и быстрого реагирования. Например, датчик показывает рост температуры в подшипнике приводного барабана. Хорошо, а что дальше? В идеале — это автоматическое оповещение службе главного механика и рекомендация (основанная на данных по этому конкретному узлу) проверить смазку или выравнивание. Без этой связки ?данные — действие? это просто игрушка.
Интересный кейс — использование тепловизоров для периодического обследования электродвигателей и редукторов на длинных трассах. Это не постоянный мониторинг, а инструмент планового обслуживания. Дешевле, чем ставить датчик на каждый узел, и часто эффективнее. Иногда тренд — это не встроить в каждую деталь чип, а грамотно применять доступные диагностические инструменты.
Что в сухом остатке? Взгляд вперед
Итак, если обобщить. Тренды — это не революция, а эволюция. Упор на надёжность и ремонтопригодность, а не на абстрактную ?инновационность?. Материалы становятся лучше (износостойкие покрытия, композиты для роликов), механика — точнее, системы управления — более дружелюбными к персоналу. Но сердцевина остаётся прежней: конвейер должен безотказно перемещать тонны сырья в конкретных, часто тяжёлых условиях.
Будущее, думаю, за гибкими конфигурациями. Не гигантские километровые неизменные линии, а модульные системы, которые можно относительно быстро перенастроить под новый материал или изменить траекторию. И здесь опыт таких игроков, как упомянутая ООО Шизуйшань Нингли Машинное Оборудование, которые за долгие годы наверняка сталкивались с разными запросами от карьеров и фабрик, будет бесценен. Их история, начатая в 2001 году, — это как раз история адаптации к рынку.
Главный же вывод, возможно, прозаичен: лучший тренд — это когда оборудование работает, а о нём не нужно постоянно думать. Когда оно становится предсказуемым партнёром, а не источником постоянных ?аварийок?. И достичь этого можно не погоней за модными словами, а вниманием к деталям, качеству изготовления и — что крайне важно — грамотному техобслуживанию. Всё остальное — инструменты для достижения этой простой цели.