





Кольцевая цепь: инновации и долговечность?
2026-01-09
Вот вопрос, который постоянно всплывает в разговорах с заказчиками и на техсоветах. Все хотят и то, и другое, но часто не до конца понимают, где между этими понятиями стоит компромисс, а где — настоящий технологический прорыв. Многие до сих пор уверены, что главный залог долговечности — это просто больше металла, толщина звена, и всё. На деле же всё куда интереснее и… капризнее.
Гонка за прочностью и её подводные камни
Когда мы только начинали работать с серьёзными конвейерными системами для карьеров, логика была простой: берём стандартную DIN 764, увеличиваем запас прочности, калим как следует — и вперёд. Казалось, инновация здесь — это просто более прочная сталь. Но жизнь быстро вносила коррективы. Помню случай на одном из угольных разрезов в Кузбассе: поставили цепи с запредельными по паспорту характеристиками на разрыв. А они через полгода стали лопаться, причём не в сварном шве, а в теле звена. Разбирались долго.
Оказалось, что при погоне за высокой твёрдостью и пределом прочности металл стал слишком хрупким для ударных нагрузок, которые неизбежны при работе с крупнокусковым материалом. Вибрация, микроудары — и пошла трещина. Это был важный урок: долговечность — это не просто статическая прочность, а комплекс: усталостная выносливость, сопротивление ударному воздействию, износостойкость. И часто эти параметры конфликтуют.
С тех пор мы, да и многие в отрасли, стали смотреть на сертификаты иначе. Цифра на разрыв — это важно, но не менее важны результаты испытаний на ударную вязкость (KCU) и предел выносливости. Именно здесь началась настоящая инновационная работа — не в лоб, а в балансе. Некоторые производители, например, стали активно экспериментировать с легированием и особой последовательностью термообработки, чтобы получить ?вязкую сердцевину? и твёрдую, износостойкую поверхность. Это уже не просто цепь, а сложное металлоизделие.
Конструктивные хитрости: от формы звена до сварного шва
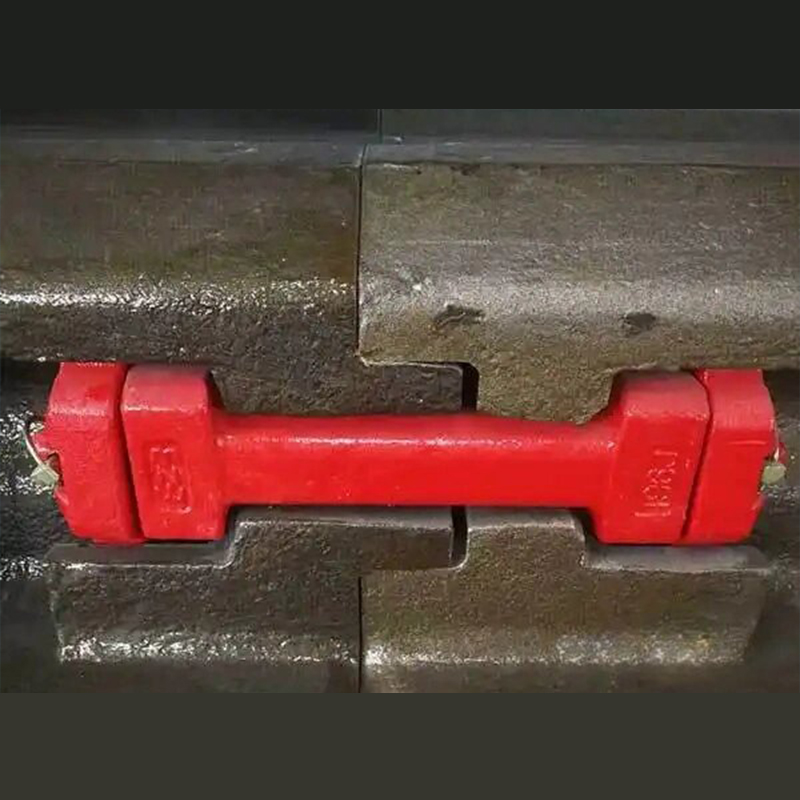
Инновации в долговечности часто лежат не в материале, а в геометрии. Стандартное звено — это просто? Как бы не так. Взять, к примеру, внутренний контур. Раньше часто делали с острыми переходами, что создавало концентраторы напряжений. Сейчас лучшие образцы имеют плавные радиусы, иногда даже каплевидную форму внутренней части. Это не для красоты, а чтобы нагрузка распределялась равномернее.
Отдельная песня — сварка. Казалось бы, отработанный процесс. Но именно качество сварного шва — это слабое место 80% преждевременных отказов. Непровар, поры, перегрев — и всё, ресурс падает в разы. Мы в своё время намучились с этим, пока не начали жёстко контролировать процесс не только ультразвуком, но и прецизионной термообработкой шва после сварки. Это снимает внутренние напряжения. Кстати, некоторые европейские производители вообще ушли на цельнокатаные звенья для ответственных применений, но это дорого и не всегда оправдано.
Ещё один момент, о котором часто забывают, — совместимость с звёздочкой. Можно сделать идеальную цепь, но если профиль зубьев звёздочки не соответствует изгибу валика звена, будет адский износ и того, и другого. Это как подбирать ключ к замку. Приходилось сталкиваться с ситуациями, когда заказчик экономил на звёздочке, ставя ?что-то похожее?, а потом винил в быстром износе цепь. Приходилось разводить руками и показывать калькуляцию: сэкономленные 20% на звёздочке обернулись потерей 50% ресурса дорогой кольцевой цепи.
Покрытия и смазки: незаметные защитники
В агрессивных средах — на химических, цементных, морских предприятиях — материал цепи может быть хоть трижды прочным, но его съест коррозия. Здесь инновации смещаются в область защиты поверхности. Гальваническое цинкование — это уже почти стандарт, но и он бывает разный. Толщина слоя, качество подготовки поверхности, пассивация.
Но более интересны, на мой взгляд, полимерные и композитные покрытия. Видел образцы от одного немецкого производителя, где на цепь напылялся слой износостойкого полимера с включениями твёрдых частиц. Ресурс в абразивной среде вырос кратно. Правда, и цена тоже. И есть нюанс: такое покрытие боится ударных нагрузок — откалывается. Поэтому для каждого случая нужно своё решение.
Смазка — это отдельный культ. Многие думают, что это лишь для снижения трения. На деле правильная консистентная смазка, заложенная в шарнир при сборке и регулярно пополняемая, создаёт барьер для влаги и абразивной пыли. Это критически важно. Сухой шарнир изнашивается в десятки раз быстрее. Но и здесь есть ловушка: некоторые универсальные смазки в условиях высоких температур (например, рядом с печами обжига) просто вытекают или коксуются. Приходится подбирать специальные, часто на синтетической основе. Это та деталь, на которой не экономят те, кто уже ?обжёгся?.
Реальность эксплуатации: где теория сталкивается с практикой
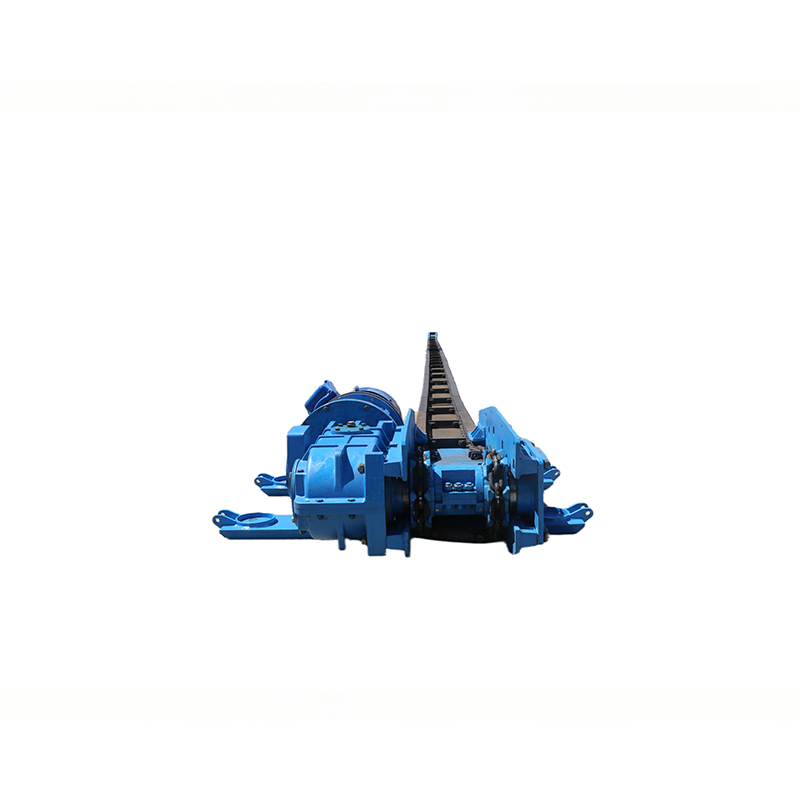
Все эти инновации блекнут, если цепь неправильно смонтирована, отрегулирована или эксплуатируется. Видел десятки случаев, когда вибрация из-за неотбалансированного привода или перекосы из-за криво установленных направляющих за полгода убивали цепь, которая должна была отработать пять лет. Натяжение — это вообще священная корова. Слабое натяжение — цепь прыгает и соскакивает; перетянутая — колоссальные нагрузки на шарниры и валы.
Поэтому сейчас, когда к нам в ООО Шизуйшань Нингли Машинное Оборудование приходит запрос на подбор цепи, мы сначала засыпаем клиента вопросами не о тоннаже, а об условиях: тип привода, наличие ударных нагрузок, температура, агрессивность среды, возможность регулярного обслуживания. Без этого разговора рекомендации будут пустой тратой времени. Наш сайт ningli.ru мы как раз наполняем не просто каталогом, а техническими заметками на эту тему — чтобы диалог начинался с более осмысленного уровня.
Опыт, накопленный с основания компании в 2001 году, как раз и показывает, что долговечность — это система. Это правильный расчёт, качественное изготовление (тут наш уставной капитал в 10 миллионов юаней позволил в своё время закупить приличное контрольно-испытательное оборудование), грамотный подбор аксессуаров и, что крайне важно, консультация по монтажу и эксплуатации. Можно продать самую инновационную цепь в мире, но если её поставить криво, она не переживёт и сезона.
Взгляд в будущее: куда движется отрасль?
Если говорить о трендах, то я вижу движение в сторону ?интеллектуализации? и предиктивного обслуживания. Речь не об умных цепях с чипами (хотя и такое уже пробуют), а о комплексных системах мониторинга. Датчики вибрации и акустической эмиссии на подшипниках приводных звёздочек могут уловить изменение характера работы цепи — начало повышенного износа, растяжение — и предупредить о необходимости обслуживания до поломки.
В материалах я жду большего распространения композитов и гибридных решений. Например, металлическое звено с полимерными втулками в шарнире, которые не требуют смазки и не боятся коррозии. Это уже есть, но пока для нишевых применений. Вторая область — улучшение усталостных характеристик уже не за счёт термообработки, а за счёт методов поверхностного упрочнения, например, дробеструйного наклёпа, который создаёт в поверхностном слое остаточные напряжения сжатия, препятствующие зарождению трещин.
В конечном счёте, ответ на вопрос в заголовке таков: инновации и долговечность сегодня — это синонимы. Но инновация — это не обязательно космическая технология. Чаще — это кропотливая работа над деталями: над чистотой стали, над точностью радиуса, над контролем каждого этапа производства. Это то, что отличает просто изделие от надежного узла, который отработает свой ресурс до последнего часа. И именно на этом стыке — глубокого понимания металла, механики и реальных условий ?в поле? — и рождается та самая настоящая, а не рекламная, долговечность. Всё остальное — просто слова в каталоге.