





Как обслуживать вал с цепным колесом?
2026-01-08
Вот вопрос, который часто задают, и часто — неправильно. Сразу хочется сказать про смазку и подтяжку цепи, но это лишь верхушка. Ключевая ошибка — считать, что обслуживание цепи и звездочки автоматически означает обслуживание вала. Нет, вал — это отдельная история, его состояние часто упускают из виду, пока не начнется биение, износ посадочных мест или, что хуже, деформация. Я сам на этом попадался лет десять назад на старом конвейере, когда после замены цепи и звездочки вибрация только усилилась. Оказалось, проблема была в самом валу, в его изогнутой на десятую долю миллиметра шейке под звездочкой, которую просто не проверили.
Основа всего: осмотр и диагностика перед любыми работами
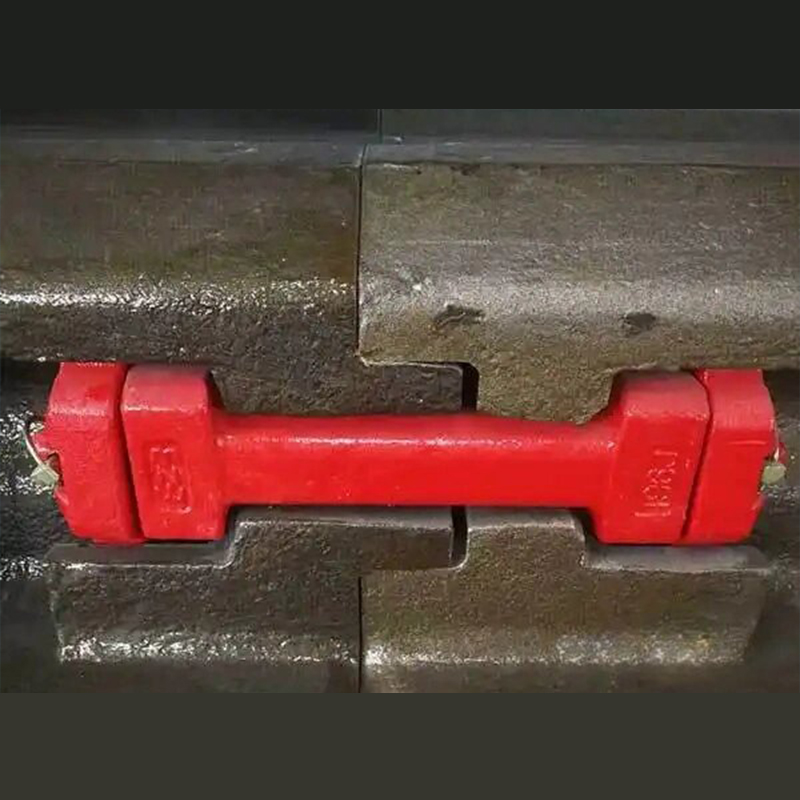
Первое, чему меня научила практика — никогда не лезть просто поменять звездочку. Всегда начинать с полной остановки, блокировки по энергии и визуального тактильного осмотра. Проверяем вал на радиальное биение. Берем индикатор, если его нет — можно и от руки, на ощупь, вращая и прислушиваясь, но это, конечно, для грубой оценки. Ищем задиры, коррозию, особенно в местах посадки цепного колеса и подшипников. Важный момент, который многие пропускают: нужно осмотреть шпоночный паз. Часто именно он становится слабым звеном. Края паза разбиваются, появляется люфт, звездочка начинает работать с микроударами, что быстро убивает и вал, и саму звездочку.
Здесь стоит сделать отступление про материалы. Не все валы одинаковы. Где-то стоит обычная сталь 45, где-то — цементованная или закаленная. От этого зависит и степень износа, и подход к ремонту. Если паз на мягкой стали разбит, его можно профрезеровать и вставить новую шпонку большего размера. С закаленным валом такой фокус не пройдет — придется шлифовать посадочное место и изготавливать звездочку с ремонтным размером или использовать другие методы фиксации. Я как-то столкнулся с валом от китайского производителя, материал которого был мягче заявленного. Шпоночное соединение съело за полгода интенсивной работы. Пришлось усиливать посадку напрессовкой с нагревом звездочки и применением фиксирующей жидкости, типа Loctite 638.
Именно на этапе диагностики решается главное: ограничимся ли мы профилактикой или нужен ремонт. Если биение в пределах допуска (обычно до 0.05-0.08 мм для среднеоборотных валов), нет видимых повреждений посадочных поверхностей — можно переходить к чистке и сборке. Если нет — то дальше уже технология ремонта, а не обслуживания.
Демонтаж: аккуратность против грубой силы
Снятие звездочки с вала — это отдельное искусство. Главный враг здесь — съемник, который применяют неправильно. Давить нужно строго на торец вала или внутреннее кольцо подшипника, если звездочка сидит рядом с ним. Ни в коем случае не допускать перекоса, иначе можно сорвать резьбу на штоке съемника или, что хуже, повредить резьбовое отверстие в самом валу, если оно там есть для выпрессовки. Если звездочка прикипела, не надо сразу хвататься за кувалду и монтажку. Лучше использовать прогрев газовой горелкой — но осторожно, точечно, в районе ступицы, избегая нагрева зубьев, особенно если на них есть упрочнение. И всегда, всегда использовать проникающую смазку типа WD-40 за несколько часов до работ.
Был у меня случай на дробильном агрегате. Звездочка сидела на конусной посадке с натяжной гайкой. Молодой мастер, не до конца поняв конструкцию, начал откручивать гайку и бить по звездочке, думая, что она на прямой посадке. В итоге сорвал резьбу на валу. Пришлось снимать весь узел, вести в токарный цех, наваривать и перетачивать конус. Потеряли два дня. Мораль: прежде чем давить или бить, нужно точно понимать тип посадки — прямая, конусная, шлицевая. Иногда помогает найти документацию, но чаще — опыт и внимательный осмотр.
После демонтажа все посадочные места на валу нужно сразу очистить от старой смазки, ржавчины, продуктов износа. Используем щетки, скребки, неабразивные материалы. Важно не оставить заусенцев. Я для финишной очистки часто использую мелкую наждачную бумагу-нулевку, но без фанатизма, чтобы не снять лишний материал.
Чистка, смазка и подготовка к сборке
Это этап, который многие выполняют спустя рукава. Очистил, помазал — и ладно. Но здесь кроется много нюансов. Во-первых, выбор смазки для посадочных поверхностей. Если посадка плотная, прессовая, то часто используют чистую смазку для облегчения монтажа. Но есть и другая школа — обезжиривание для обеспечения максимального трения и надежности посадки. Я придерживаюсь золотой середины: легкий слой нейтрального консервационного масла или специальной монтажной пасты, которая предотвращает фреттинг-коррозию (коррозию от микросдвигов). Это особенно актуально для валов, работающих под переменной нагрузкой.
Отдельно нужно сказать про шпоночный паз. Его после очистки нужно проверить на прямоугольность, убедиться, что новая шпонка (а лучше всегда ставить новую) входит плотно, но без заклинивания. Зазоры недопустимы. Иногда вижу, как мастера подкладывают под шпонку кусочки жести или стальной ленты — это категорически неправильно и ведет к ускоренному разрушению соединения.
Перед установкой новой звездочки нужно примерить ее на вал без шпонки. Она должна наживляться от руки, по крайней мере, на первую треть длины посадочного места. Если нет — нужно искать причину: может, вал имеет конусность от износа, или в звездочке есть заусенец. Никогда не запрессовывайте с силой, если есть явное сопротивление с самого начала. Это верный путь к заклиниванию и необходимости повторного, уже более сложного демонтажа.
Монтаж и центровка — где рождается долговечность
Самый ответственный момент. Здесь уже не до раздумий, все должно быть подготовлено. Если используется прессовая посадка, нужен контроль усилия или, на крайний случай, контроль расстояния посадки по риске. Нагрев звездочки — отличный метод. Мы грели ступицу до температуры 80-100°C, чтобы она расширилась на нужные сотки миллиметра. Главное — делать это равномерно, не перегреть. Проверяется просто: если капля воды, попавшая на поверхность, не шипит, а просто быстро испаряется, то температура в порядке.
После посадки звездочки на место — установка шпонки (если она есть) и закрепление. Если конструкция предусматривает стопорное кольцо или концеую гайку — затягиваем с рекомендованным моментом. Недотяг так же плох, как и перетяг. Недотяг даст люфт, перетяг может привести к деформации вала или разрушению подшипника.
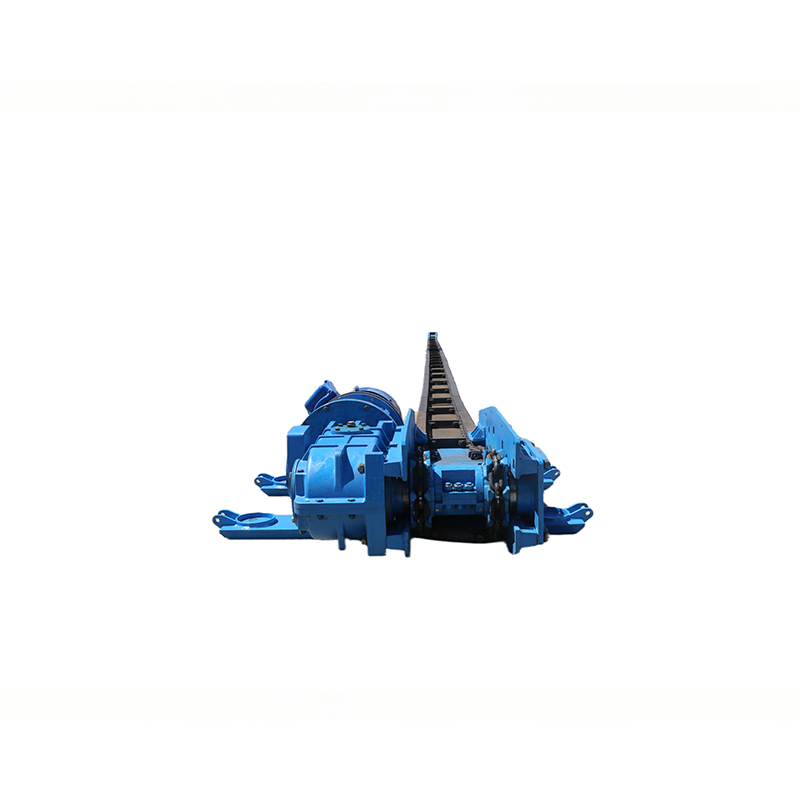
Но монтаж на вал — это только полдела. Критически важна соосность валов, на которых стоят парные звездочки. Неправильная центровка — главный убийца цепи, звездочек и, опосредованно, самих валов из-за возникающих перекосных нагрузок. Используем щупы, линейку, а лучше — лазерный центровщик. На практике, для не слишком ответственных передач, часто выверяют по натянутой цепи, но это метод приблизительный. Помню, настраивал привод ленточного транспортера, где стояли два вала с цепными колесами от ООО Шизуйшань Нингли Машинное Оборудование. В паспорте к их оборудованию, кстати, часто дают неплохие схемы с допусками на монтаж. Так вот, после замены одного вала биение по цепи было заметно на глаз. Пришлось сдвигать двигатель на полмиллиметра, чтобы убрать перекос. Если бы оставили, ресурс снизился бы в разы.
После монтажа: обкатка и постоянный контроль
Собрали — и запустили на полную мощность? Ошибка. Любая новая или отремонтированная сборка требует обкатки. Даем минимальную нагрузку, слушаем. Проверяем нагрев в районе посадки звездочки. Сильный нагрев может говорить о чрезмерной натяжке посадки или проблеме с центровкой. Первые несколько часов работы — ключевые для выявления монтажных дефектов.
Далее встраиваем узел в график периодического обслуживания. Не реже чем раз в смену (для интенсивных работ) — визуальный осмотр на наличие течей смазки, посторонних звуков. Раз в месяц — проверка натяжения цепи, ведь ее провисание или перетяжка напрямую влияют на нагрузку на вал. И раз в полгода-год, в зависимости от режима, — плановая остановка для повторной проверки биения вала, состояния посадочных мест. Это не паранойя, это экономия. Замена подшипника или восстановление вала обходится в десятки раз дороже, чем час диагностики.
В заключение скажу, что обслуживание вала с цепным колесом — это не разовая процедура по мануалу. Это цикл: диагностика, аккуратная работа, правильная сборка, контроль. Пропустишь один этап — получишь цепочку проблем. Информацию иногда можно найти в сети, например, на сайтах поставщиков, вроде ningli.ru, где у ООО Шизуйшань Нингли Машинное Оборудование бывают технические заметки по монтажу. Но ни одна инструкция не заменит внимательности и понимания, как все работает в связке. Главное — чувствовать металл и не бояться лишний раз перепроверить.