





Как выбрать скребковый конвейер для угля?
2026-01-06
содержание
Вопрос, казалось бы, из учебника, но на практике часто упирается в банальное ?ну, у нас всегда такие ставили? или погоню за самой низкой ценой за тонну. А потом начинаются постоянные простои, перегрузы привода, износ цепи за полгода и прочие ?радости?. Выбор скребкового конвейера — это не про каталог и галочки, это про понимание, что именно ты везешь, в каких условиях и чего хочешь в итоге. Давайте без воды, по делу.
От чего на самом деле отталкиваться? Не только уголь
Первое и главное — характеристики угля. Не просто ?рядовой?, а фракция, влажность, насыпная плотность, абразивность. Мелкий штыб и крупный кулак ведут себя по-разному. Штыб, особенно влажный, может липнуть к желобам, создавая дополнительное сопротивление, а крупные куски — застревать, если неправильно подобрана высота скребка и форма желоба. Частая ошибка — брать конвейер ?с запасом? по производительности, но не учитывать, что этот запас ?съест? влажный мелкий уголь, который просто не будет успевать выгружаться.
Второй момент — трасса. Угол наклона, длина, наличие перегибов. Многие помнят про максимальный уклон (обычно до 30-35° для угля), но забывают про стартовое сопротивление на горизонтальном участке после загрузки. Если сразу идет подъем, нагрузка на цепь и привод будет существенно выше. Видел случай, когда по проекту был плавный подъем, а в реальности из-за геологии пришлось делать короткий крутой участок. Стандартный конвейер начал буксовать, пришлось переделывать скребки на увеличенные и ставить более мощный мотор.
И третий, часто упускаемый фактор — режим работы. Работает ли линия 24/7 или сезонно, с перерывами? Для постоянной нагрузки нужен один запас прочности (особенно по цепям и подшипникам), для рваного ритма — другой. При остановках влажный уголь в желобе может ?схватиться?, и момент пуска будет запредельным.
Конструкция: где кроются проблемы
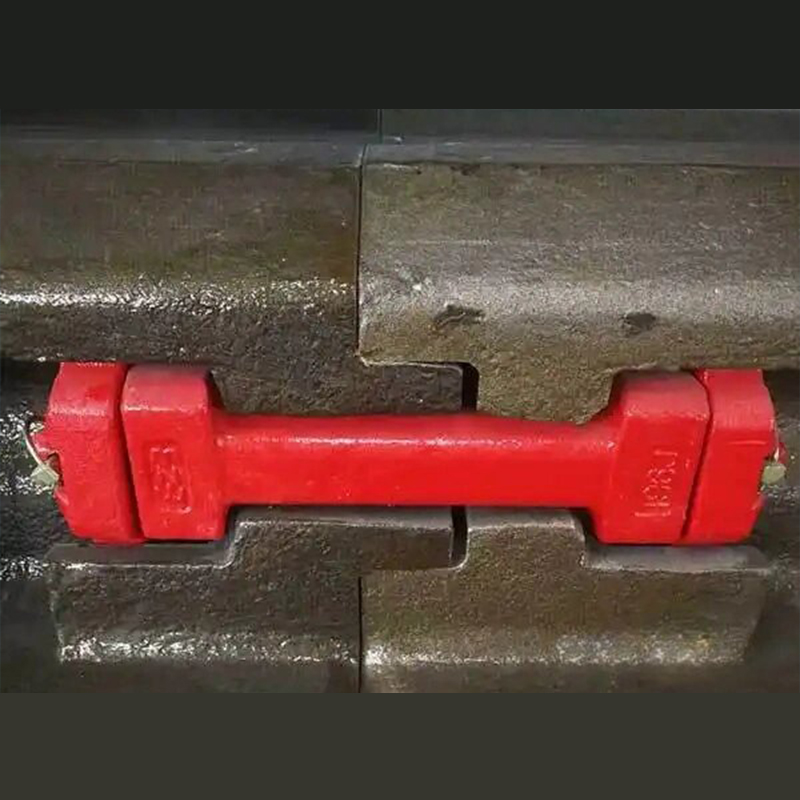
Сердце конвейера — цепь. Тут экономить — себе дороже. Разрывная нагрузка должна иметь солидный запас, не 20%, а минимум 50-100% от расчетной тяговой силы. Смотрел как-то конвейеры от ООО Шизуйшань Нингли Машинное Оборудование — у них в расчетах этот момент четко прописан, и это серьезный аргумент. Качество термообработки звеньев, твердость, износостойкость — все это проверяется не паспортом, а месяцами работы в забое. Хорошая цепь ?садится? по длине равномерно, а не вытягивается ?косичкой?.
Скребки и желоб. Материал, форма, крепление. Для абразивного угля лучше износостойкая сталь на скребках, иногда с наплавкой. Желоб — часто делают с износостойкими вставками в зоне наибольшего трения (по дну). Важен зазор между скребком и желобом — слишком большой, будет просыпаться мелкая фракция и увеличиваться износ дна, слишком маленький — заклинит от попадания куска породы или деформации. Оптимальный — это компромисс, найденный опытным путем.
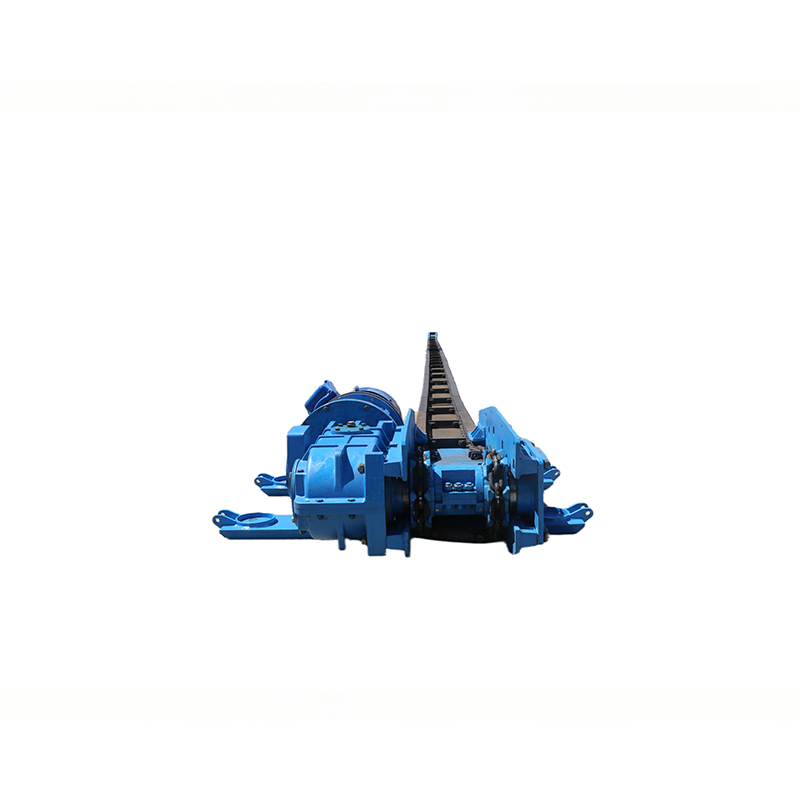
Приводная и натяжная станция. Мощность двигателя — это одно, а пусковой момент — другое. Частотные преобразователи сейчас почти стандарт, они спасают от ударных нагрузок при пуске. Натяжка — предпочтительнее винтовая или пружинно-винтовая, она позволяет компенсировать вытяжку цепи в процессе работы без остановки. Гидравлическая — надежнее, но сложнее и дороже.
Монтаж и ?первый пуск?: что часто идет не так
Идеально ровная линия става — это теория. На практике всегда есть перекосы. Если монтажники не выверили горизонт и соосность, цепь будет работать с перегрузом по одной стороне, ведомые звездочки износятся клином, а скребки станут задевать желоб. Обязательно нужно проверять это после монтажа, до засыпки угля.
Смазка цепи. Казалось бы, мелочь. Но без регулярной автоматической смазки (а не из ручной масленки раз в неделю) ресурс цепи падает в разы. Особенно в пыльных условиях. Пыль + влага = абразивная паста, которая забивается в втулки и работает как наждак.
Первая загрузка. Никогда не стоит сразу выходить на проектную производительность. Нужно прогнать конвейер вхолостую, потом дать 20-30% нагрузки, послушать, проверить нагрев подшипников, натяжку. Только потом постепенно выходить на рабочий режим. Это спасает от многих скрытых дефектов.
Бренды и поставщики: на что смотреть кроме цены
Рынок насыщен: от проверенных гигантов до новых азиатских производителей. Ключевое — наличие не просто каталога, а инженерной поддержки. Готовы ли они запросить детальные параметры вашего угля и трассы? Или просто продадут модель из прайса? Компания ООО Шизуйшань Нингли Машинное Оборудование, основанная еще в 2001 году, из тех, кто обычно глубоко вникает в техзадание. Для них это стандартная практика — запросить ТЗ и сделать расчет, а не просто предложить аналог. Это важный фильтр.
Наличие запчастей на складе в регионе. Сломаться может даже самое надежное. Если для замены звездочки или секции цепи нужно ждать 3 месяца из-за океана, все ваши выгоды от низкой цены конвейера обратятся в убытки от простоя. Локальный склад — огромный плюс.
Пример из практики: ставили на разрез конвейер средней руки. Цена была привлекательной. Но когда через 8 месяцев потребовались новые скребки особой формы (износ оказался выше расчетного), выяснилось, что производитель их не держит в наличии, делают под заказ 2 месяца. Пришлось срочно искать местные станки, чтобы выточить аналоги. С тех пор наличие ?железа? на складе у поставщика — один из первых вопросов.
Итог: не машина, а система
Выбор скребкового конвейера для угля — это сборка пазла. Уголь, геология, режим работы, надежность конструкции, качество монтажа и сервис. Нельзя компенсировать слабое звено в одной части усилением другой. Слишком мощный двигатель не спасет слабую цепь, он ее просто порвет.
Поэтому алгоритм такой: 1) Детально описать свою задачу (реальные данные, а не ?как обычно?). 2) Выбрать 2-3 поставщика, которые готовы считать и советовать, а не просто торговать. 3) Сравнить не только цену конвейера, но и стоимость владения (ресурс цепей, скребков, доступность запчастей). 4) Заложить время и бюджет на грамотный монтаж и обкатку.
И помнить: конвейер — это кровеносная система участка. Если он работает с перебоями, останавливается все. Экономия на этапе выбора всегда выходит боком. Лучше один раз вложиться в продуманную, надежную систему, которая будет годами гнать уголь без сюрпризов. Как, впрочем, и в любом горном деле.