





Как улучшить транспортировку угля скребковым конвейером?
2026-01-07
содержание
Вопрос, казалось бы, избитый — каждый инженер на шахте или обогатительной фабрике с ним сталкивался. Но вот что интересно: большинство сразу лезет в каталоги за новым оборудованием, думая о замене. А по факту, часто ключ не в самом скребковом конвейере, а в том, как он вписан в систему, обслуживается и даже… какого уголь им гоняют. Стоит копнуть глубже, и оказывается, резервы есть всегда.
Не грузите в него всё подряд: про сепарацию и фракцию
Первое, с чего стоит начать — это анализ угля. Не просто рядовой, а конкретно: крупность, влажность, наличие породы и мелких классов. Очень часто транспортировка угля тормозится из-за мелочи, которая налипает на желоба, создаёт пробки, увеличивает трение. Видел случай на одной из фабрик: постоянно были проблемы с перегрузом двигателя и обрывом цепей. Стали разбираться — оказалось, в потоке было до 40% класса 0-3 мм с высокой влажностью. Эта масса просто плыла, создавая колоссальное сопротивление.
Решение было не в конвейере, а до него. Поставили простейший грохот для отсева мелочи перед загрузкой в скребковый конвейер. Часть мелкого класса пошла в обход, на другой транспорт. И нагрузка упала на треть. Казалось бы, элементарно, но до этого годами боролись с последствиями, а не с причиной.
Отсюда вывод: иногда улучшение транспортировки начинается не с замены цепи на более прочную, а с организации подачи более однородного материала. Это снижает износ и желоба, и скребков, и тягового органа. Особенно критично для длинных магистральных конвейеров, где неравномерность нагрузки бьёт по всем узлам.
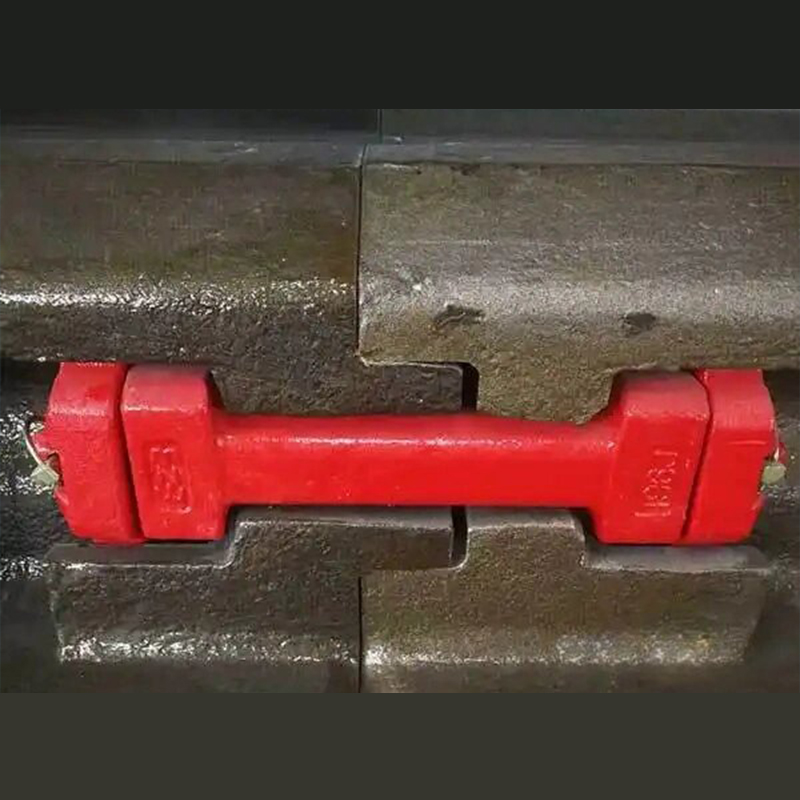
Цепь — это сердце. Но какое?
Все говорят про цепи. Высокопрочные, круглозвенные, плоскозвенные… Тут уже многое зависит от конкретных условий. Наша практика показывает, что для тяжелых условий с ударными нагрузками (например, при загрузке с большого перепада) часто выгоднее смотрятся разборные круглозвенные цепи. Да, они тяжелее, да, требуют грамотного монтажа. Но их ремонтопригодность в полевых условиях — огромный плюс. Не нужно менять всю ветку при обрыве, можно заменить одно-два звена.
А вот для относительно ровных, но длинных трасс с постоянной нагрузкой хороши специальные конвейерные цепи, например, те, что поставляет ООО Шизуйшань Нингли Машинное Оборудование. У них в ассортименте есть модели с усиленными валиками и втулками, которые мы как-то пробовали на замену на одном из старых конвейеров КС. Компания, кстати, не новичок — работает с 2001 года, и это чувствуется в деталях их продукции. Цепи показали хорошую износостойкость именно на абразиве. Но тут важно понимать: никакая цепь не спасет при неправильном натяжении или перекосе.
Самая частая ошибка — чрезмерное натяжение. Мастер боится, что цепь спрыгнет, и затягивает до предела. Это приводит к колоссальному износу звездочек, повышенному энергопотреблению и риску обрыва уже от усталости металла. Натяжение должно быть таким, чтобы на холостом ходе в нижней ветке было небольшое провисание. Это не теория, а необходимость, проверенная на практике.
Желоб — это не просто железка
Конструкция желоба — это целая наука. Многие десятилетиями эксплуатируют конвейеры с уже изношенными, деформированными желобами. Угол наклона боковин, радиусы закруглений, стыки — всё это влияет на поток. Если где-то есть ступенька или задир, там обязательно начнется налипание, а за ним и повышенный износ скребков.
Один из самых эффективных апгрейдов — установка футеровки. Но не любой, а именно износостойкой. Пробовали разные варианты: полиуретан, сталь Hardox, композитные плиты. У каждого свои плюсы. Например, на участке с сильным абразивом (уголь с высоким содержанием породы) стальная футеровка показала себя лучше полимерной — она не так стирается. А вот на поворотных пунктах, где важны плавность скольжения и снижение шума, полиуретан был вне конкуренции.
Ключевой момент — это монтаж футеровки. Она должна быть установлена заподлицо, без щелей. Любой выступ — это крючок для угля. Помню, как на одном объекте после установки новых желобов с футеровкой сопротивление движению упало почти на 15%, что сразу отразилось на счетах за электроэнергию.
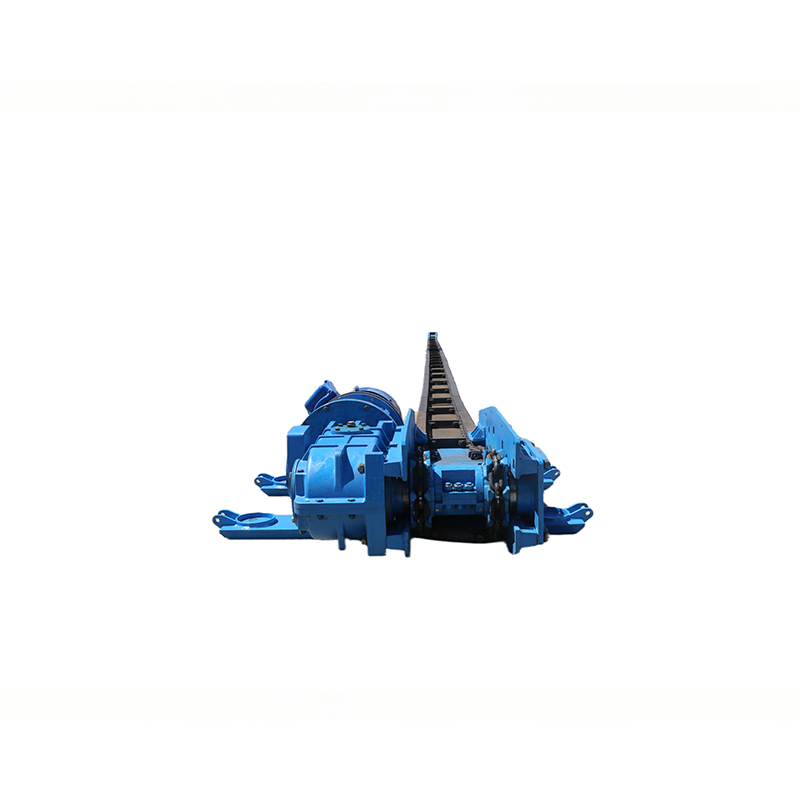
Привод и энергетика: где теряем киловатты?
Часто смотрят на двигатель, но забывают про редуктор, муфты и сам способ пуска. Прямой пуск от сети — это удар по механике и пиковая нагрузка на сеть. Частотные преобразователи — дорогое, но окупаемое решение для длинных конвейеров. Они позволяют плавно разгонять ленту, выбирать оптимальную скорость под конкретную производительность и, что важно, экономить энергию.
Но есть и более простые вещи. Например, выравнивание валов двигателя и редуктора. Казалось бы, мелочь. Но перекос даже в пару градусов ведет к потере КПД, перегреву подшипников и преждевременному выходу из строя. Регулярная проверка соосности — must have.
Еще один момент — состояние звездочек. Изношенные зубья не цепляют цепь, а бьют по ней, вызывая вибрации и дополнительные потери. Замена пары звездочек иногда дает больший эффект, чем тюнинг привода. Их износ нужно мониторить так же регулярно, как и износ цепи.
Система управления и мониторинга: глаза и уши процесса
Современный скребковый конвейер — это уже не просто железо, которое крутится. Датчики контроля скорости цепи, датчики обрыва, перекоса, температуры подшипников редуктора — это не роскошь. Это инструмент для предотвращения катастрофических остановок. Простой такого оборудования стоит огромных денег.
На одном из проектов внедрили простейшую систему с датчиками скорости на хвостовом и головном валу. Она показывала расхождение в скорости, что указывало на проскальзывание цепи или проблему с одной из веток. Это позволило несколько раз поймать начинающиеся проблемы до обрыва. Инвестиция окупилась за пару месяцев.
Но тут важно не переусердствовать. Слишком сложная система, которую никто из местного персонала не понимает, обречена. Она либо отключается, либо ее показания игнорируются. Внедрять нужно поэтапно, с обучением. Самый полезный датчик — это тот, на показания которого реагируют.
Культура обслуживания: главный секретный ингредиент
Можно поставить самое лучшее оборудование от проверенных поставщиков вроде ООО Шизуйшань Нингли Машинное Оборудование, но без грамотного ежедневного ухода оно быстро превратится в груду металлолома. Основная проблема — смазка цепи. Не та смазка, не там и не тогда. Автоматические системы смазки — отличное решение, но и они требуют контроля.
Нужно не просто лить масло, а использовать специальные конвейерные смазки, часто — с твердыми смазывающими добавками (графит, дисульфид молибдена). Они лучше держатся и работают в условиях абразивной пыли. И график! Смазка когда вспомнил — это путь к быстрому износу.
И последнее — чистота. Скопление угольной пыли и мелкой фракции под конвейером, в зоне звездочек и натяжного устройства — это не только пожароопасно, но и ускоряет износ всех трущихся пар. Регулярная уборка — это не прихоть санстанции, а технологическая необходимость для стабильной транспортировки угля. В итоге, улучшение — это всегда комплекс. Не бывает одной волшебной кнопки. Это работа с материалом, механикой, приводом и, что самое сложное, с человеческим фактором. Но когда всё сходится, конвейер работает как часы, а не как источник постоянной головной боли.