





Как улучшить кольцевой скребковый транспортер?
2026-01-08
Когда заходит речь об улучшении кольцевого скребкового транспортера, многие сразу думают о замене двигателя или увеличении скорости цепи. На деле же, часто ключ к надежности лежит в мелочах, которые годами игнорируют на производстве. Сам работал с этими системами на обогатительных фабриках, и скажу — большинство проблем начинается не с проектирования, а с эксплуатации и того, что принято считать ?мелочами?.
Цепь и скребки: где кроется основной износ
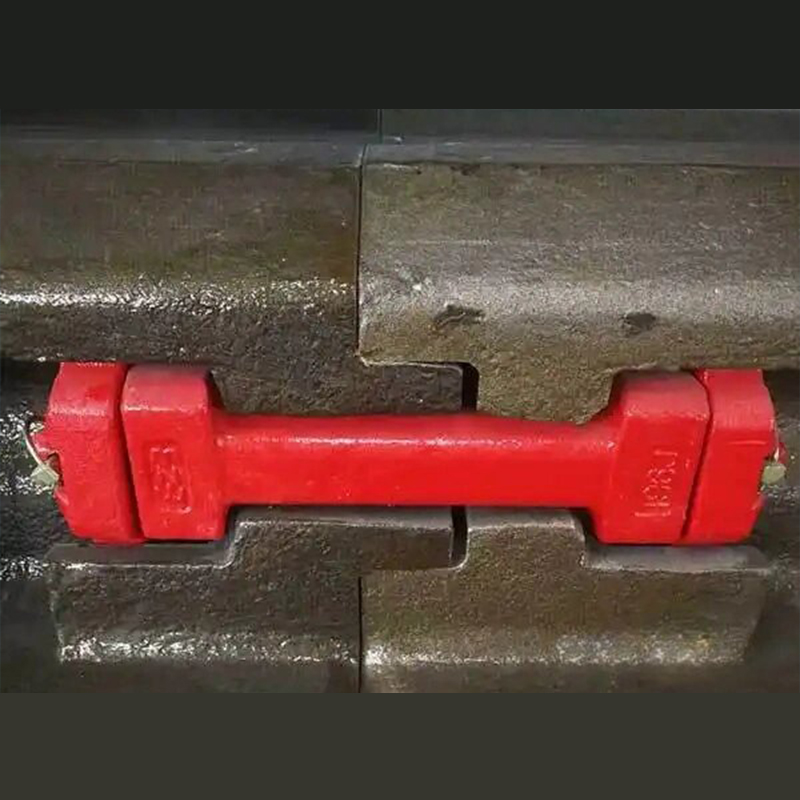
Начнем с самого больного места — цепи. Не столько с ее прочности, сколько с сопряжения с ведущей звездочкой. Часто вижу, как для экономии ставят звездочку, не совсем подходящую по шагу или профилю зуба. Вроде бы цепь садится, но через пару месяцев работы появляется характерный стук, а затем — ускоренный износ и втулок, и самих зубьев. Идеального совпадения, конечно, не бывает, но допуск в полмиллиметра уже через тысячу часов работы выльется в люфт, который съедает КПД и рвет крепления скребков.
Сами скребки — отдельная история. Материал имеет значение, но не меньшее — способ крепления к цепи. Сварные соединения на месте — это гарантия концентраторов напряжения. Лучше использовать кованые или литые скребки с пазом, которые фиксируются на цепи через промежуточные планки болтами с контргайками. Да, это дороже и требует точной сборки, но замена одного скребка в таком случае занимает 15 минут, а не полсмены на сварку и зачистку.
Кстати, о форме скребка. Прямой угол — это просто, но для влажных или липких материалов (таких, как концентрат или мелкий уголь) работает плохо. Небольшой радиус загиба кромки, буквально 3-5 мм, и угол атаки в 85 градусов вместо 90 — резко снижает налипание и нагрузку на привод. Проверяли на конвейере для транспортировки мокрой глины — производительность упала на 5%, зато исчезли еженедельные остановки на чистку.
Желоб и зазоры: неочевидные потери эффективности
Многие руководства пишут про важность прямолинейности желоба. Это верно, но мало кто смотрит на состояние его внутренней поверхности. Износостойкая сталь 110Г13Л (Гадфильда) — стандарт. Но если ее не отполировать после монтажа, первые месяцы работы весь материал будет истираться об шероховатости, плюс увеличится сопротивление движению. Простая шлифовка стыков и сварных швов внутри желоба перед пуском — это 10-15% экономии электроэнергии на первом этапе эксплуатации.
Зазор между скребком и желобом. Классическая ошибка — делать его минимальным, ?впритирку?. На тепловое расширение, на возможные неровности основания под желобом не закладывается. В итоге при повышении температуры или небольшой деформации каркаса скребки начинают цепляться за дно, мотор уходит в перегруз. Оптимальный зазор — не менее 5-7 мм для конвейеров длиной до 50 метров. И обязательно нужно проверять его не по краям, а по центру пролета, где возможен прогиб.
Еще момент — стыки желобов. Их часто делают внахлест, что для сухих материалов сгодится, а для влажных — ловушка. Материал набивается в щель под нахлестом, затвердевает и создает барьер. Проще и надежнее — стык встык с наружной накладкой из износостойкой резины. Да, резина будет изнашиваться, но ее замена раз в год проще, чем отбивать каменный нарост между стальными листами.
Привод и натяжение: больше, чем просто мощность
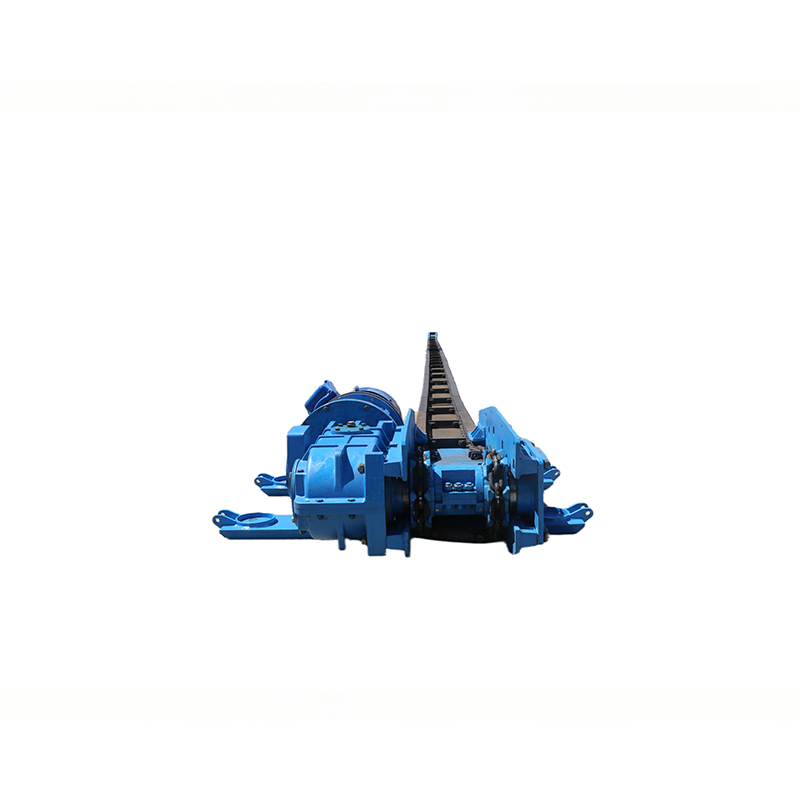
С приводом часто перестраховываются, ставя двигатель с большим запасом. Это не всегда хорошо. Асинхронный двигатель на низкой нагрузке имеет низкий КПД. Лучше точно рассчитать момент, а для пиковых нагрузок (например, при запуске под завалом) использовать частотный преобразователь с плавным пуском. Он же позволяет немного варьировать скорость под конкретный материал, что снижает износ. Кстати, неплохие решения по приводам и редукторам можно найти у специализированных поставщиков, вроде ООО Шизуйшань Нингли Машинное Оборудование. У них на сайте ningli.ru есть технические разделы, где можно посмотреть варианты компоновки для тяжелых условий — компания, кстати, с 2001 года работает в этой сфере, что обычно говорит о накопленном опыте.
Натяжное устройство. Винтовое — дешево и сердито, но для длинных конвейеров (от 70 м) его недостаточно. Пружинно-винтовое лучше, но требует постоянного контроля. Самый надежный вариант — грузовое или гидравлическое. Оно поддерживает постоянное натяжение цепи автоматически, компенсируя ее вытяжку. Особенно критично это для конвейеров с переменной нагрузкой. Помню случай на фабрике, где из-за простого винтового натяжителя и неравномерной загрузки цепь ?спрыгнула? с нижней ветви. Простой на 16 часов.
Расположение привода. Ставят часто в начале, в зоне загрузки. Логично? Да. Но если материал абразивный и тяжелый, то цепь в верхней ветви (рабочей) нагружена максимально, а привод тянет именно ее. Иногда эффективнее ставить привод в конце, в зоне разгрузки, чтобы он тянул порожнюю (нижнюю) ветвь цепи. Это снижает нагрузку на саму цепь в самом нагруженном участке и может увеличить ее ресурс. Нужно считать для каждого конкретного случая.
Обслуживание, которое не в графике
Все пишут про регулярную смазку цепи. Но чем смазывать? Тяжелая литиевая смазка — стандарт, но она собирает пыль. Для пищевых производств — специальные составы. А для шахтных конвейеров, где есть угольная пыль, пробовали использовать графитовую сухую смазку. Эффект спорный: износ меньше, но наносить ее нужно чаще. Лучше всего показала себя система автоматической капельной смазки, которая подает малое количество масла прямо на зубья звездочки и внутренние поверхности втулок цепи. Первоначальные затраты окупаются за год за счет сокращения ручного труда и расхода смазки.
Контроль износа. Шаблоны для проверки шага цепи — это хорошо, но их редко используют. Проще и нагляднее — регулярно (раз в месяц) мерить длину цепи по 10-20 звеньев в трех разных местах: у привода, у натяжителя и в середине. Если удлинение превышает 2% от номинала, пора готовить замену секции. Ждать, пока цепь начнет ?прыгать? на звездочке — значит, гарантированно получить аварию.
О чем почти никогда не думают — о состоянии опорных роликов для нижней (порожней) ветви. Их заклинивание — одна из частых скрытых причин перегруза двигателя. Они должны легко вращаться от легкого касания руки. Лучше ставить не простые ролики, а с герметичными подшипниками, даже если они в 2-3 раза дороже. Их замена раз в несколько лет против ежеквартальной замены дешевых — экономия.
Модернизация vs. Ремонт: когда что выгоднее
Часто стоит вопрос: латать существующий транспортер или модернизировать ключевые узлы. Если каркас и желоб в хорошем состоянии, а проблемы в цепи и приводе, то модернизация выгоднее. Замена всей цепи на более современную, с роликами повышенной износостойкости, установка частотного преобразователя и автоматического натяжителя может удлинить жизнь конвейера на 5-7 лет без замены всей системы. Стоимость такой модернизации — около 40-60% от нового конвейера.
А вот если проблемы с геометрией: желоб ?повело?, каркас просел в нескольких местах — то капитальный ремонт часто сравним по цене с новым оборудованием, но менее надежен. В таких случаях иногда рациональнее заменить весь транспортерный участок. Здесь важно сотрудничать с производителями, которые могут предложить не просто агрегат, а решение под конкретную технологическую нишу. Те же ООО Шизуйшань Нингли Машинное Оборудование, судя по их портфолио, занимаются не только продажей, но и инжинирингом, что для сложных случаев важно.
В итоге, улучшение — это не разовое действие, а системный подход. Начинать нужно с анализа реальных условий работы и ?узких мест? конкретного конвейера. Иногда простая установка щеток-очистителей для скребков или изменение угла наклона в зоне разгрузки дает больший эффект, чем замена мотора. Главное — смотреть на систему как на живой организм, где все узлы взаимосвязаны, и мелкая неполадка в одном ведет к перегрузке другого. И не бояться экспериментировать с настройками в разумных пределах, ведя журнал наблюдений — это самый ценный источник информации для будущих улучшений.