





Как обслуживать ведомый вал с цепным колесом?
2026-01-08
- Первое и главное: диагностика и контроль состояния
- Смазка: не только подшипники, но и посадочная поверхность
- Монтаж и демонтаж: где кроются основные риски
- Защита от внешних воздействий и смежные системы
- Когда ремонтировать, а когда менять: практические критерии
- Вместо заключения: философия предвосхищения
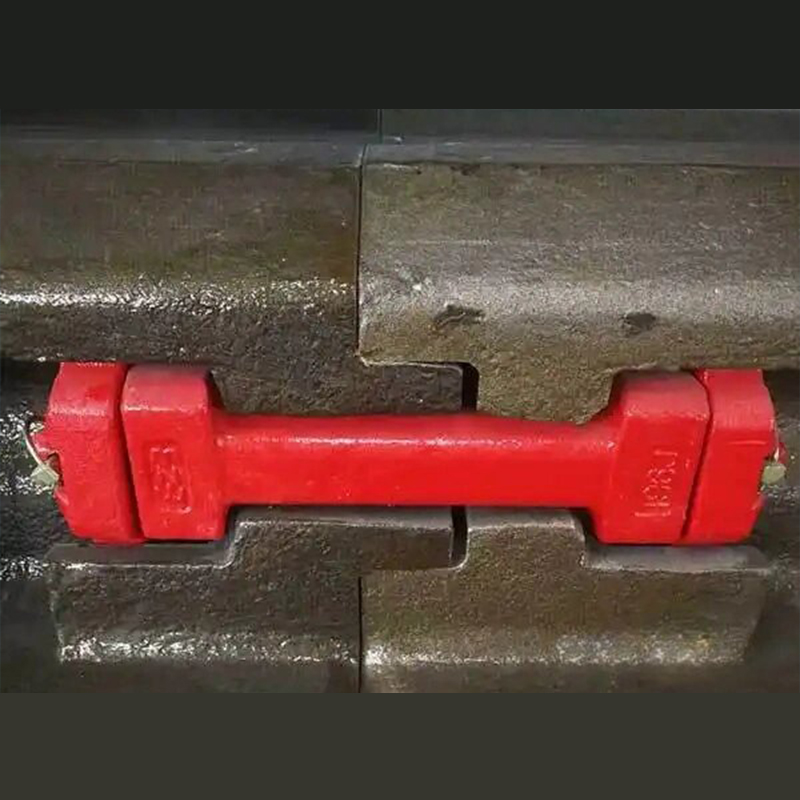
Если честно, часто вижу, как народ зацикливается на самой цепи и звездочке, а вал — он же просто железка, стоит и стоит. А потом раз — люфт, биение, перекос, и вся передача летит. Ключевой момент, который многие упускают: ведомый вал — это не просто опора для цепного колеса, это элемент, который принимает на себя всю динамическую нагрузку, причем часто с изгибающим моментом. Его обслуживание — это про предотвращение усталостных явлений и сохранение соосности.
Первое и главное: диагностика и контроль состояния
Тут без магии. Регулярный осмотр — основа. Я всегда начинаю с проверки посадочных мест. Посадка колеса на вал — обычно с натягом, и важно не пропустить первые признаки фреттинг-коррозии. Видел такое на старых конвейерах: кажется, все затянуто, но вокруг шпоночного паза появляется эта характерная ржавая пыль. Это уже тревожный звоночек — начинается микроподвижность.
Обязательно проверяю биение. Индикаторную стойку никто не отменял. Но в полевых условиях, бывало, обходился и штангенциркулем, прижатым к станине, смотря на просвет. Важно вращать вал за другое место, не за цепное колесо, чтобы исключить его собственную неуравновешенность. Допуски зависят от скорости, но если визуально видно биение — уже пора задуматься.
И конечно, температурный контроль. Просто рукой, после длительной работы. Перегрев вала в подшипниковых узлах — прямая дорога к заклиниванию. Однажды на агломераторе китайского производства (не буду называть бренд) столкнулся с постоянным перегревом ведомого вала. Оказалось, конструктивно было мало места для теплоотвода, и пришлось дорабатывать корпус подшипника, добавляя ребра охлаждения. Мелочь, а работает годами.
Смазка: не только подшипники, но и посадочная поверхность
Все лезут смазывать цепь, и это правильно. Но про смазку самого узла вала забывают. Речь не о заливке всего маслом, а о точечном, правильном применении. При монтаже нового или снятого колеса я всегда наношу тонкий слой антифрикционной пасты на посадочную поверхность вала и внутреннее отверстие ступицы колеса. Не для облегчения сборки (хотя и это тоже), а именно для борьбы с фреттингом. Пасты типа Molykote 111 — отличная штука.
Подшипниковые узлы — отдельная песня. Для ведомых валов, особенно тихоходных и сильно нагруженных, часто применяют смазочные фитинги. И здесь частая ошибка — забивать смазку до упора, пока она не полезет из всех уплотнений. Это убивает сальники. Нужно знать объем полости и делать четкое количество качков шприцем. Лучше недодавить, чем передавить. Выдавленная смазка собирает абразив и создает шлифовальную пасту.
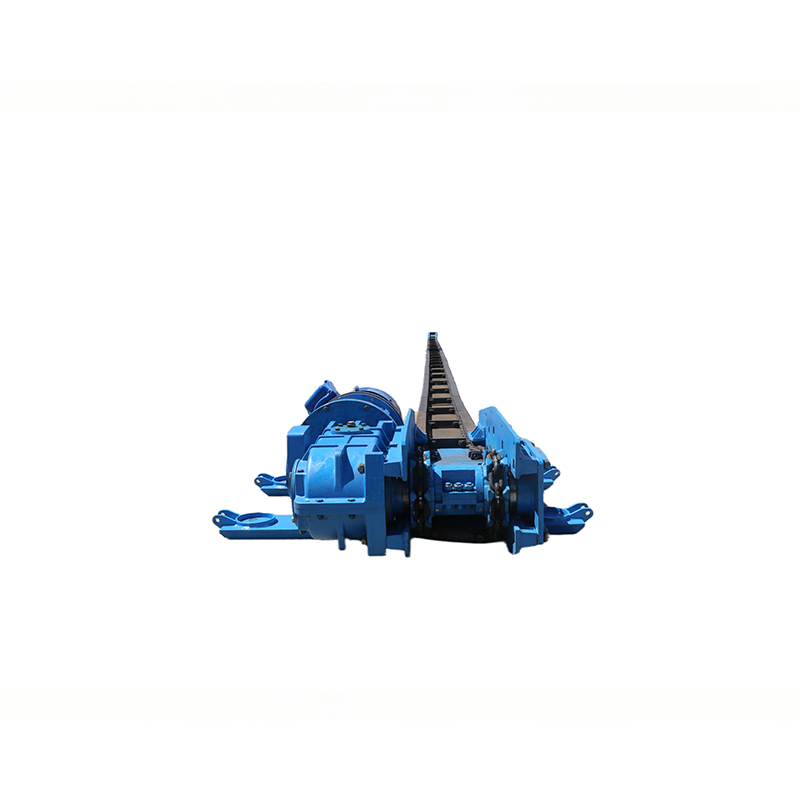
Был у меня опыт с оборудованием от ООО Шизуйшань Нингли Машинное Оборудование. На их сайте ningli.ru можно найти спецификации, но в жизни часто иначе. На одном из их грануляторов стоял ведомый вал с двухрядным роликоподшипником. По паспорту — смазка консистентная. Но в условиях постоянной запыленности и вибрации консистентка быстро теряла свойства. Эмпирическим путем пришли к полужидкой пластичной смазке с более высоким базовым числом. Ресурс узла вырос заметно.
Монтаж и демонтаж: где кроются основные риски
Самая критичная операция. Никаких кувалд и нагревов паяльными лампами! Для снятия цепного колеса нужен съемник. Если его нет — лучше сделать. Я видел, как умельцы ломали ступицу, отбивая ее зубилом. После этого и вал часто идет под замену из-за забоин. Если посадка очень тугая, можно использовать индукционный нагрев ступицы колеса — это чисто и контролируемо.
При установке нового колеса — тотальная чистота. Малейшая песчинка на валу создаст неправильную посадку и концентрированный износ. Проверяю шпоночный паз. Углы паза должны быть чистыми, без заусенцев. Шпонка должна входить в паз вала с небольшим натягом, а в паз ступицы — с небольшим зазором. Это классика, но сколько раз видел обратное…
Затяжка стопорных гаек или болтов — только динамометрическим ключом. Момент затяжки указан в документации. Если ее нет — есть стандартные таблицы для метрических резьб. Перетяжка ведет к растяжению вала или деформации ступицы, недотяжка — к откручиванию и катастрофе. После первого пробного запуска под нагрузкой я всегда делаю повторную протяжку.
Защита от внешних воздействий и смежные системы
Ведомый вал редко живет в стерильной камере. Чаще всего на него летит пыль, грязь, вода, продукт переработки. Поэтому состояние уплотнений — это 70% успеха. Сальники, манжеты, лабиринтные уплотнения — их нужно инспектировать чаще, чем сам вал. Малейшая течь — не просто потеря смазки, это открытый путь для абразива.
Важный момент — защита самого вала в зоне между подшипником и цепным колесом. Если эта часть открыта, на нее может наматываться ветошь, пленка, та же цепь при обрыве. Простейшее решение — установка неподвижного защитного кожуха-кольца. Это не просто колпачок, а элемент безопасности.
Нельзя забывать про смежные элементы. Состояние рамы или станины, на которой крепятся подшипниковые узлы. Если основание гуляет или просело, никакое обслуживание вала не поможет — он будет работать с перекосом. Раз в полгода стоит проверять геометрию, уровнем и щупами. Особенно это актуально для оборудования, установленного на бетонных полях, которые со временем дают усадку.
Когда ремонтировать, а когда менять: практические критерии
Это всегда вопрос экономики и времени. Мелкие задиры на посадочной поверхности под колесо можно зашлифовать вручную абразивной лентой, если глубина не превышает пары соток. Но если появились явные следы износа, бочкообразность или конусность — вал под замену. Наплавка и перешлифовка в условиях ремонтного цеха часто обходятся дороже нового вала, особенно если речь о стандартных размерах.
Шпоночный паз — слабое место. Если паз разбит, его можно профрезеровать под увеличенную шпонку. Но это ослабляет вал. Нужно считать нагрузку. Иногда лучше сделать новый вал с двумя шпоночными пазами, смещенными на 90 или 180 градусов, чтобы был запасной вариант. Кстати, у некоторых поставщиков, вроде той же ООО Шизуйшань Нингли Машинное Оборудование, можно заказать нестандартные валы по чертежам. Их производственная база, созданная еще в 2001, позволяет это, что иногда спасает при ремонте устаревшего оборудования.
Критично оцениваю состояние шеек под подшипники. Если на них есть риски или выработка, подшипник не прослужит свой срок. Здесь вариантов мало — либо полировка до гладкого состояния (если износ минимален), либо наплавка с последующей механической обработкой. Я обычно склоняюсь к замене. Потому что стоимость простоя из-за повторного выхода из строя отремонтированного узла будет выше, чем цена нового вала.
И последнее, о чем часто молчат: балансировка. Если на валу стоит широкое или массивное цепное колесо, после любого ремонта, связанного с его демонтажем, стоит провести статическую балансировку всего узла в сборе. Несбалансированный узел создает вибрацию, которая убивает подшипники и расшатывает все крепления. Это не всегда обязательно для тихоходных валов (до 200 об/мин), но для средних и высоких скоростей — обязательно. Делается это на простых призмах, технология несложная, но требует аккуратности.
Вместо заключения: философия предвосхищения
Обслуживание ведомого вала — это не про героический ремонт, когда все уже развалилось. Это про рутину, внимательность и понимание того, что этот узел — часть системы. Лучший индикатор его состояния — это поведение цепи и звездочки. Если цепь начинает прыгать или неравномерно изнашиваться, первым делом нужно проверять вал, а не менять цепь. Заведите журнал контроля: раз в месяц — визуальный осмотр и проверка на люфт, раз в полгода — более тщательная диагностика с замерами. Это сэкономит кучу денег и нервов. Помните, что вал молчит, пока не становится слишком поздно. Ваша задача — услышать его гораздо раньше.