





Как выбрать конвейерные цепи для шахт?
2026-01-05
содержание
Выбор цепи для шахтного конвейера — это не про каталоги и таблицы нагрузок. Это про понимание, что будет происходить с ней в темноте, под давлением, в сырости и абразивной пыли. Многие ошибочно полагаются только на разрывную прочность, забывая про усталостную выносливость металла и реальное поведение шарниров в условиях постоянной перегрузки. Я видел, как цепи с красивыми цифрами в паспорте ?уставали? и ломались в самых неожиданных местах — не в звене, а в проушине валика, например. Давайте разбираться без воды.
От чего на самом деле зависит срок службы?
Первое, с чем сталкиваешься — это несоответствие идеальных условий испытаний и шахтной реальности. В спецификациях пишут нагрузку, скажем, 50 тонн. Но в шахте цепь редко работает на чистое растяжение. Куда важнее динамические удары при пуске под завалом, неравномерность нагрузки по ниткам, перекосы из-за износа дорожек. Основной враг здесь — усталостные трещины. Материал должен не просто быть прочным, а пластичным, с хорошим запасом вязкости. Поэтому смотрю не только на марку стали, но и на технологию термообработки. Цементация даёт твёрдую поверхность, но хрупкую сердцевину — для ударных нагрузок не всегда подходит. Объёмная закалка с низким отпуском часто надёжнее.
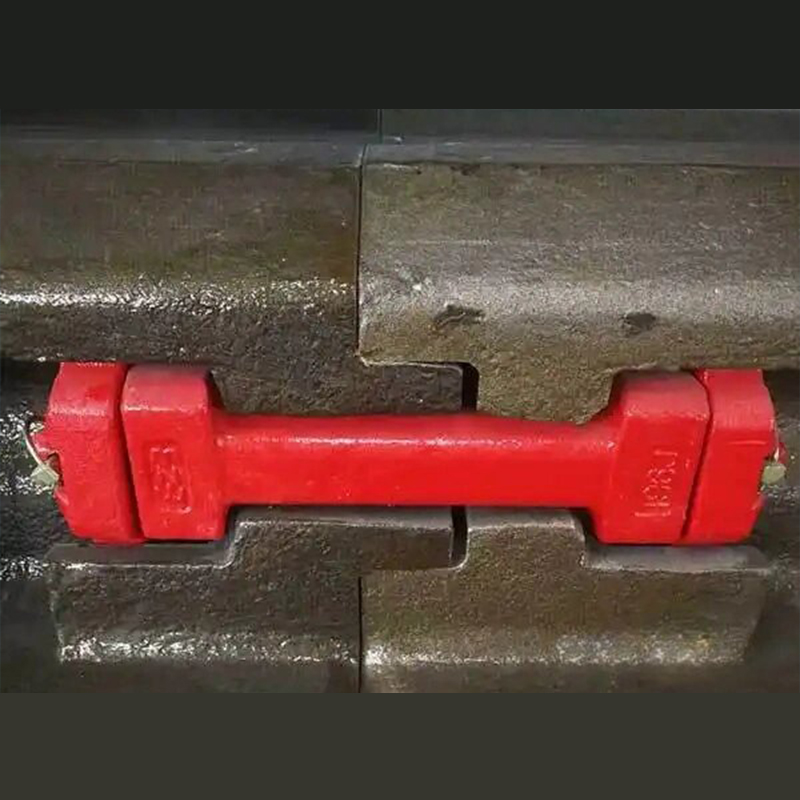
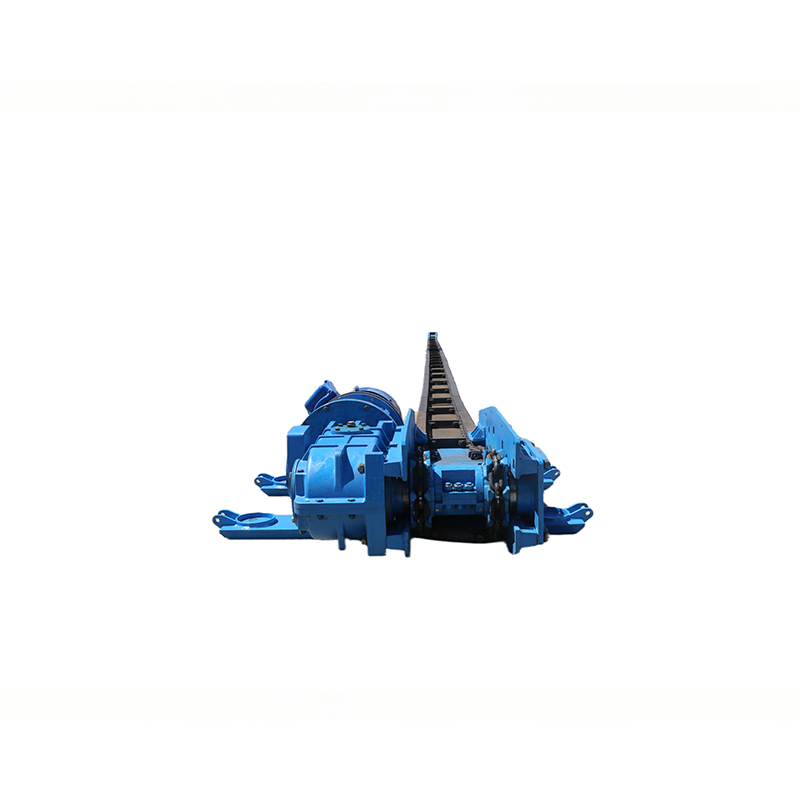
Второй момент — конструкция шарнира. Классические роликовые цепи с призонной посадкой валика хороши для ровных условий. В шахте, где в зазоры набивается шлам (мелкая абразивная взвесь), они быстро выходят из строя. Здесь лучше показывают себя цепи с контровкой валика и втулки, где есть лабиринтные уплотнения или хотя бы возможность для грязи выходить наружу, а не оставаться внутри и работать как абразивная паста. Некоторые производители, вроде японских или немецких, делают акцент на этом, но цена кусается. Из более доступных вариантов стоит присмотреться к продукции, например, ООО Шизуйшань Нингли Машинное Оборудование. Они, кстати, давно на рынке, с 2001 года, и специализируются именно на тяжёлом оборудовании. На их сайте ningli.ru можно увидеть, что они предлагают цепи для сложных условий, часто с упором на износостойкость соединений.
И третье — это совместимость с уже существующей системой. Часто бывает, что меняешь цепь на более продвинутую, а звёздочки-то старые. Несовпадение шага даже на полмиллиметра приводит к ускоренному износу и того, и другого. Всегда нужно замерять посадочные места старых цепей, а не слепо доверять чертежам. На практике размеры ?уплывают?.
Материалы и покрытия: что работает, а что — маркетинг
Оцинковка. Казалось бы, защита от коррозии. Но в шахтной воде с высокой кислотностью цинк вымывается за несколько месяцев, и дальше коррозия ест уже основание. Для постоянной влажности лучше нержавеющая сталь, но это дорого и не всегда нужно по прочности. Чаще идёт компромисс — цепь из легированной стали с последующей фосфатизацией или покрытием специальными густыми смазками, которые не смываются сразу. Они не столько от коррозии защищают, сколько от начального прихватывания в шарнирах.
Наплавочные напыления на рабочие поверхности звеньев — тема отдельная. Видел варианты с наплавкой твердым сплавом. В теории — супер износостойкость. На практике — если основа не вязкая, такой слой откалывается кусками от ударных нагрузок и тогда работает как наждак внутри узла. На мой взгляд, надёжнее цепь, где износостойкость достигается за счёт правильной термообработки всей детали, а не только поверхностного слоя.
И про смазку. Многие думают, что раз есть пресс-маслёнка, то проблем нет. Но в условиях шахты каналы для смазки забиваются грязью мгновенно. Более жизнеспособны цепи с полыми валиками и втулками, где смазка закладывается на заводе и находится в замкнутом пространстве шарнира, или те, что рассчитаны на смазку густыми составами под высоким давлением через специальные клапаны. Это критически важно для сохранения ресурса.
Расчёт нагрузки: где заложить ?запас?
Формулы из учебников дают базовый расчёт. Но опытный инженер всегда добавляет коэффициенты, которых в книгах нет. Например, коэффициент неравномерности распределения нагрузки между нитками. В идеале — 1. На старой, немного перекошенной линии — легко 1.3-1.5. Плюс коэффициент динамичности при пуске. Если привод не частотный, а запускается ?в лоб?, удар может быть в 2-2.5 раза выше рабочего усилия. Если умножить всё это, то запас прочности по разрыву в 8-10 раз — не роскошь, а необходимость.
Но запас — это не только прочность на разрыв. Это ещё и запас по износу. Смотрю на толщину щёк звена и диаметр валика. Цепь может выдержать расчётную нагрузку, но через полгода из-за износа шарнира шаг увеличится, и она начнёт соскакивать со звёздочек. Поэтому важно, чтобы изнашиваемые детали имели достаточный массогабаритный запас. Иногда выгоднее взять цепь на размер больше, даже если по прочности хватает и меньшей.
Ошибка, которую часто допускают — не учитывают влияние абразива. Он работает как притирочная паста, увеличивая кажущееся усилие в приводе. Фактически, КПД передачи падает, мотор работает с перегрузкой, а цепь изнашивается быстрее. В таких условиях иногда логичнее ставить цепи с увеличенным зазором в шарнире (но с защитой от вытекания смазки), чтобы абразив мог выводиться, а не задерживаться.
Монтаж и обкатка: моменты, которые решают всё
Самая лучшая цепь может быть убита за неделю неправильным монтажом. Растяжка. Все знают, что нужно, но мало кто делает правильно. Цепь после установки должна ?облечь? звёздочки, для этого её нужно несколько раз прогнать под минимальной нагрузкой, а потом уже подтягивать. Если сразу натянуть ?в струну?, внутренние напряжения в звеньях будут колоссальными. Видел случаи, когда после такого монтажа цепь лопалась не от нагрузки, а от усталости в местах жёсткой фиксации на звёздочках.
Соединительные звенья — слабое место. Ставить нужно именно те, что рекомендует производитель цепи, а не ?похожие? с соседнего склада. Разница в твёрдости или геометрии замка приведёт к тому, что это звено разойдётся первым. При монтаже всегда проверяю замыкающий шплинт или стопорное кольцо — они должны садиться с ощутимым щелчком, не болтаться.
Период обкатки — это не формальность. Первые 50-100 часов работы нужно вести особый контроль за температурой шарниров (на ощупь) и натяжением. Если цепь быстро провисает — это признак интенсивного прирабатывания или, что хуже, выкрашивания материала. Лучше остановиться и разобрать одно соединение для осмотра, чем ждать катастрофы.
Когда стоит рассмотреть нестандартный вариант
Бывают ситуации, когда типовые решения не работают. Например, на наклонных вытяжных конвейерах с реверсивным движением. Там цепь работает и на растяжение, и на сжатие, и классические шарниры могут заклинивать. Тут иногда выручают цепи с шарнирами на игольчатых подшипниках, но они очень требовательны к чистоте. Или вариант с разгруженными катками, которые принимают на себя вес груза, снимая его с цепи.
Другой случай — агрессивная химическая среда, скажем, в рудниках по добыче калийных солей. Нержавейка может не выдержать по прочности, а обычная сталь корродирует за сезон. Тогда идёт поиск по специфическим сплавам или рассматриваются цепи с полимерными втулками. Это всегда дорого и требует тесного диалога с производителем, который готов вникнуть в проблему. Тут как раз могут помочь компании с опытом в специальном машиностроении, те же ООО Шизуйшань Нингли, которые, судя по их портфолио, занимаются не только стандартными, но и адаптированными под задачи заказчика решениями.
И последнее — вопрос логистики и ремонтопригодности. Иногда лучше выбрать чуть менее износостойкую, но распространённую в регионе цепь, чтобы в случае аварии запасные звенья или секции можно было найти быстро, а не ждать месяц поставки из-за границы. Надежность системы — это ещё и доступность запчастей. Всегда держу это в уме, когда делаю финальный выбор.
В итоге, выбор цепи — это всегда баланс. Баланс между прочностью и пластичностью, износостойкостью и ударной вязкостью, ценой приобретения и стоимостью владения (простоями на замену). Нет универсального ответа. Есть понимание условий конкретной выработки, опыта работы с разными типами цепей и здоровый скептицизм к красивым цифрам в рекламных буклетах. Смотрите на суть, на металл, на конструкцию шарнира. И, конечно, на реальные отзывы с таких же объектов.