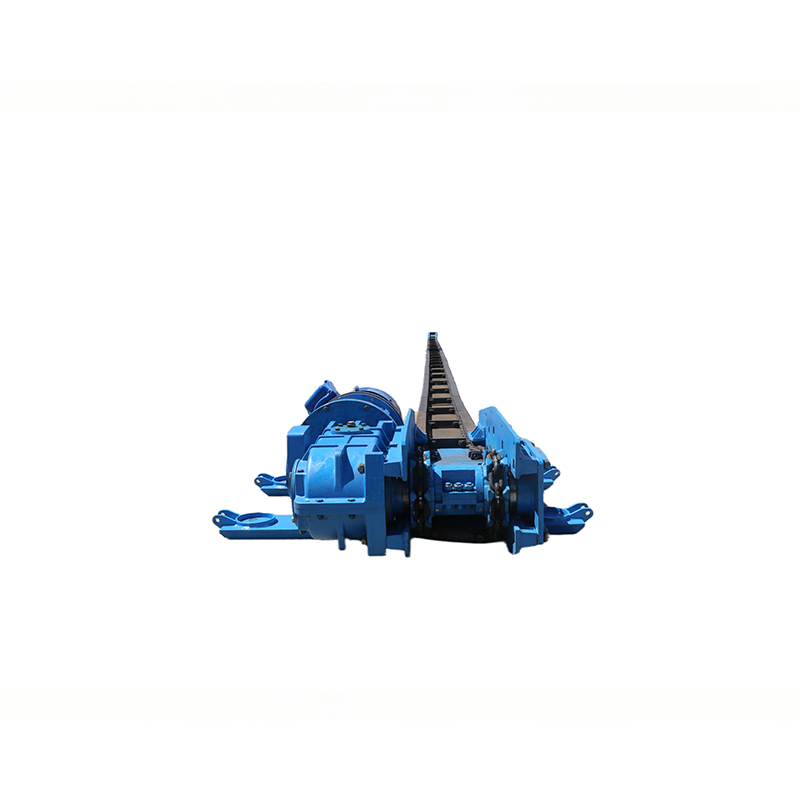






Как выбрать кольцевой скребковый конвейер?
2026-01-09
Вот вопрос, который часто задают, и часто на него отвечают шаблонно: смотрите на производительность и длину. Но если бы всё было так просто, у нас не было бы столько проблем на объектах. Многие ошибочно полагают, что главное — это цепь, мол, потяжелее да покрепче, и всё будет работать. На деле же, цепь — лишь один элемент системы, и иногда её прочность даже вредит, если не сбалансирована с другими компонентами. Самый частый косяк, который я видел — это когда закупают конвейер под конкретную проектную мощность, но не закладывают в расчёт реальный, грязный характер груза: его влажность, абразивность, склонность к налипанию и сегрегации. В итоге получаем или забитый желоб, или колоссальный износ, или постоянные проблемы с натяжением. Давайте по порядку, как это обычно бывает на практике.
С чего начать? Не с каталога, а с материала
Первое, что нужно выяснить — это не сколько тонн в час, а что именно мы будем транспортировать. Я имею в виду детали. Например, угольная мелочь с обогатительной фабрики и дроблёная руда из-под щековой дробилки — это две большие разницы, хотя плотность может быть схожей. Угольная мелочь часто идёт с шламовой водой, материал становится текучим, создаёт большее сопротивление скольжению и активно налипает на стенки желоба и скребки. Для такого случая критически важны зазоры между скребком и желобом, а также материал самого скребка — иногда сталь тут проигрывает полимеру вроде ультремола, который меньше липнет.
А с рудой другая история. Там главный враг — абразивность. Здесь уже каждый процент марганца в стали цепи и каждый миллиметр толщины стенки желоба на счету. Видел однажды, как поставили конвейер со стандартными скребками из Ст3 на транспортировку агломерационной мелочи. Через три месяца скребки стали похожи на лезвия бритвы — сточились почти наполовину. Пришлось срочно переходить на скребки с наплавкой твердым сплавом. Это к вопросу о том, что выбор начинается с анализа износа, а не с просмотра прайс-листов.
И ещё момент по материалу — его гранулометрия. Если фракция слишком мелкая и пылевидная, будут проблемы с пылением в местах перегрузки. Если есть крупные куски, они могут застревать между скребком и желобом, особенно на поворотных участках. Поэтому всегда нужно требовать от технологов не усреднённые данные, а реальный диапазон фракции. Помню проект, где заложили 0-50 мм, а на деле периодически проскакивали куски и по 80-100 мм, которые дробилка не переваривала. В итоге эти гости успешно заклинивали скребковую цепь на нижней ветви, приводя к её обрыву. Пришлось ставить ловушку-решетку перед загрузкой.
Конструкция желоба: форма важнее, чем кажется
Многие производители предлагают стандартный U-образный желоб. Он универсален, но не всегда оптимален. Для липких материалов иногда лучше желоб с округлым дном и большим радиусом — там меньше мёртвых зон, где может накапливаться и спекаться материал. Для абразивных грузов, наоборот, важна простота замены изнашиваемых элементов. Хорошее решение — желоб со сменными футеровочными плитами из износостойкой стали, например, Hardox. Замена нескольких плит проще и дешевле, чем демонтаж и замена всего участка желоба.
Крепление желоба — тоже не мелочь. На длинных конвейерах, особенно устанавливаемых на открытых площадках, нужно учитывать температурное расширение. Жёсткое закрепление всех секций может привести к их деформации. Правильнее делать фиксированные опоры в одной зоне и плавающие — в других, позволяя конструкции дышать. Один раз столкнулись с тем, что летом желоб длиной 120 метров так повело, что скребки начали цепляться за стыки. Пришлось резать и переваривать на месте, добавляя компенсаторы.
И конечно, разгрузка. Многоточковая разгрузка через люки — это удобно, но каждый люк, особенно с ручным или пневматическим затвором, — это потенциальное место просыпания материала и повышенного износа. Затворы должны быть максимально герметичны. Лучший вариант для сыпучих — это герметичные шиберные затворы с пневмоприводом, но они и дороже. Часто экономят на этом, а потом годами борются с пылью и потерями.
Привод и натяжение: сердце и нервы системы
С приводом часто перестраховываются, ставя двигатели с большим запасом. Это не всегда хорошо. Слишком мощный двигатель на низконагруженном конвейере может привести к рывкам при старте и излишней нагрузке на цепь. Важнее правильно подобрать редуктор и пусковое устройство. Для длинных тяжелонагруженных конвейеров (скажем, от 150 метров) уже стоит смотреть в сторону частотного преобразователя для плавного пуска. Это сбережёт и цепь, и звездочки, и сам редуктор от ударных нагрузок.
Система натяжения. Винтовая вроде бы проста и дешева, но для конвейеров длиной более 80 метров её уже недостаточно — усилия не хватает для качественного натяжения, да и регулировать вручную неудобно. Нужна пружинно-винтовая или, ещё лучше, гидравлическая тележка натяжения. Она автоматически компенсирует вытяжку цепи в процессе работы. Кстати, о вытяжке. Цепь из качественной калиброванной стали (такие, к слову, использует в своих поставках ООО Шизуйшань Нингли Машинное Оборудование) вытягивается предсказуемо и не так сильно, как дешёвые аналоги. Экономия на цепи почти всегда выходит боком: постоянные подтяжки, неравномерный износ зубьев звездочки и, в итоге, досрочная замена всего привода.
Звездочки. Они должны быть точно под калибр цепи. Биение, несоосность — главные причины стука, вибрации и ускоренного износа. Литые звездочки — это прошлый век для серьёзных нагрузок. Нужны сборные, с зубьями из высокопрочной стали, которые можно заменить по отдельности. И обязательно — закалка зубьев. Проверяйте этот момент у поставщика. Можно посмотреть на их реализованные проекты, например, на https://www.ningli.ru часто выкладывают фото и видео с объектов, где видна работа оборудования в полевых условиях.
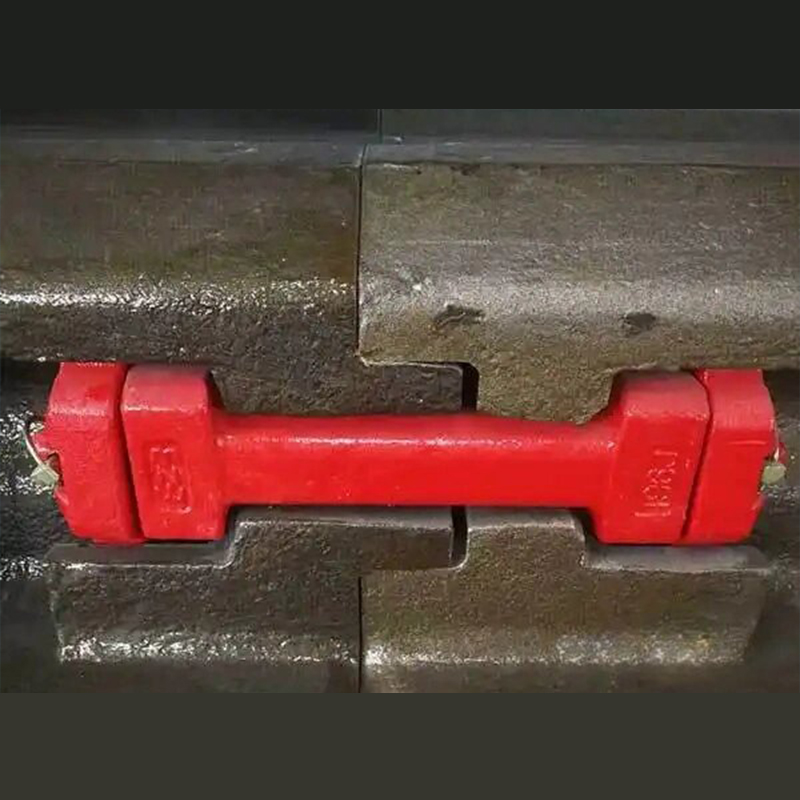
Цепь и скребки: рабочий тандем
Здесь всё взаимосвязано. Тип цепи (калиброванная, высокая, с большим звеном) определяет и конструкцию скребка, и способ его крепления. Крепление на болтах через промежуточные звенья — самое распространённое и ремонтопригодное. Но болты должны быть высокого класса прочности и обязательно со стопорением (контргайки, шплинты, стопорные шайбы). Сколько раз видел, как от вибрации болты откручивались и скребок уходил вперёд по желобу, создавая затор.
Форма скребка. Прямой прямоугольный — самый простой. Но для эффективной очистки дна желоба и уменьшения сопротивления иногда делают скребки сферической или угловой формы. Для липких материалов иногда ставят скребки с резиновыми или полиуретановыми кромками — они лучше подчищают дно. Но тут важно не переборщить с прижимом, иначе износ резины будет катастрофическим.
Шаг расстановки скребков. Его подбирают в зависимости от насыпной плотности и текучести материала. Слишком частый шаг — лишний вес, повышенное энергопотребление и износ. Слишком редкий — материал проскальзывает между скребками, производительность падает. Есть эмпирические формулы, но часто оптимальный шаг подбирается опытным путём или по данным от производителя, у которого есть своя испытательная база. Компания ООО Шизуйшань Нингли Машинное Оборудование, основанная ещё в 2001 году, как раз из тех, кто не просто продаёт, а проектирует и тестирует, у них уставной капитал в 10 миллионов юаней позволяет содержать такую базу. Это важно, когда нужен нестандартный вариант под сложный материал.
Монтаж и эксплуатация: где рождаются проблемы
Даже идеально спроектированный конвейер можно угробить на этапе монтажа. Самая частая ошибка — невыдержанная соосность валов привода и натяжения. Лазерная юстировка — не роскошь, а необходимость для линий длиной от 50 метров. Вторая ошибка — неправильная центровка желоба по всей длине. Если желоб гуляет по ширине, цепь будет постоянно тереться об одну из стенок, вызывая асимметричный износ и скребков, и самой цепи.
Приёмка и запуск. Обязательно нужно делать холостой пуск, проверять биение звездочек, ход цепи, работу натяжителя. Потом — пробная подача материала, но не на полную производительность, а процентов на 30-50. Слушаем, смотрим. Посторонние стуки, рывки цепи, неравномерное движение — всё это признаки проблем. Лучше найти их сразу.
Техобслуживание. Его график должен быть жёстким. Смазка цепи (особенно в шарнирах), проверка натяжения, осмотр износа скребков и футеровки. Проще заменить 10% изношенных скребков, чем потом разбирать завал из-за одного оторвавшегося, который заблокировал весь желоб. И да, датчики обрыва цепи и схода полотна — это must have для любого серьёзного конвейера. Они стоят не так дорого, но могут спасти от многодневного простоя и дорогостоящего ремонта.
Итог: выбор как процесс, а не событие
Выбор кольцевого скребкового конвейера — это не покупка товара с полки. Это процесс технического задания, диалога с поставщиком, анализа рисков. Нельзя просто взять типовой проект. Нужно глубоко погрузиться в свойства материала, условия работы (температура, запылённость, коррозионная активность среды), доступность для обслуживания.
Стоит запрашивать у поставщика не просто каталог, а расчёты, обоснования выбора цепи, рекомендации по материалам износостойких элементов. Смотреть на репутацию, на опыт в вашей именно отрасли. Иногда лучше заплатить на 15-20% больше, но получить оборудование, которое будет работать 10 лет без капитального ремонта, а не 3-4 года с постоянными пожаротушениями.
В конце концов, хороший конвейер — это тот, про который вы забываете после запуска. Он просто тихо и надёжно работает, выполняя свою задачу. А чтобы добиться такого результата, нужно потратить время на этапе выбора, задавая правильные вопросы и требуя не стандартных ответов, а технически грамотных решений. И помнить, что мелочей здесь не бывает. Каждый узел, от звездочки до болта крепления скребка, вносит свой вклад в общую надёжность.